




5、燕尾狀
圖1為(wei) 在往程測試中出現向下的坡度的情況,回程測試為(wei) 往程測試的鏡像,往程和回程測試之間的偏差(或滯後或反向間隙)隨軸線離開受驅動端而逐漸進步。產(chan) 生燕尾狀的可能原因主要是機床方麵的題目,如滾珠絲(si) 杠扭轉、導軌太緊、使用的誤差補償(chang) 值不正確等。
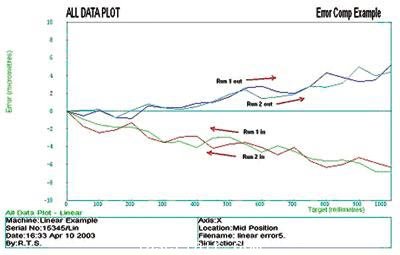
圖1 燕尾狀誤差曲線
針對以上題目,有以下建議:檢查絲(si) 杠和導軌潤滑;檢查在垂直軸上的平衡作用;檢查並調節導軌夾條;檢查導軌蓋是否咬著及檢查控製器補償(chang) 。
6、正反向交叉線
正反向交叉線是指正向(向外)運行產(chan) 生負坡度,而反向(向內(nei) )運行則產(chan) 生正坡度。這是絲(si) 杠扭轉的一個(ge) 特殊例子,其中,單向線性誤差補償(chang) 和單反向值已在控製器中設置。
針對這些題目可采取:檢查絲(si) 杠和導軌潤滑;檢查在垂直軸上的平衡作用;檢查並調節導軌夾條;檢查導軌蓋是否咬著;檢查控製器補償(chang) 。
假如用戶計劃在軸線中間位置完成大部分的工作,則當前補償(chang) 可以為(wei) 是最佳的解決(jue) 方法,由於(yu) 它將最大誤差分布在軸線端部,而最小的誤差則在中間位置。刪除誤差補償(chang) 將產(chan) 生燕尾狀圖形。
7、鋸齒形
圖2為(wei) 在整個(ge) 測試過程中誤差都呈增加的趨勢,甚至在設為(wei) 基準值或零的軸線位置上誤差還在增加。出現此鋸齒形的可能原因有:(1)絲(si) 杠誤差、光學鏡組的熱漂移。(2)機械故障、編碼器反饋不可靠。
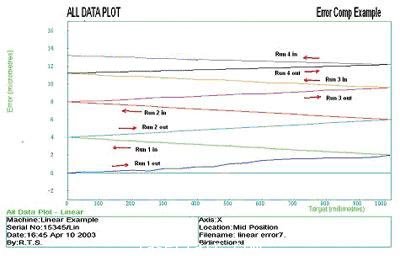
圖2 鋸齒形誤差曲線
針對以上題目,我們(men) 建議:假如誤差很小(幾個(ge) 微米),可以在光學鏡組彼此靠近時設為(wei) 基準值並重做測試。在開始測試之前確保光學鏡組已有充分的時間適應環境溫度,並讓機床預熱,假如溫度或其它環境條件在測試期間發生變化,則可能的原因是激光設為(wei) 基準值時由於(yu) 固定和移動光學鏡組之間有間隙而引起絲(si) 杠誤差。我們(men) 要確保在重新測試之前,盡可能降低絲(si) 杠誤差的可能性。針對由光學鏡組適應環境引起的熱漂移題目,在重新測試之前,我們(men) 要確保光學鏡已有足夠的時間適應環境溫度。雷尼紹光學鏡組引起這種誤差的可能性較小,由於(yu) 鏡組的製作材料是鋁,能夠比鋼更快地適應環境。
假如絲(si) 杠誤差和熱漂移都不是引起誤差的原因,則有可能是機械漂移。機床軸線相對機床位置反饋係統發生移動的話,則可能是由於(yu) 編碼器或線性計量儀(yi) 安裝不牢固引起的,這樣,電機的熱量傳(chuan) 到機床的機體(ti) 中使機床的溫度逐漸進步。由於(yu) 有這種可能性,即產(chan) 生移動的組件因熱膨脹而移動的間隔會(hui) 受到物理性限製,若是這種情況,我們(men) 可以公道猜測在一定次數的測試之後,誤差(單向)增加的速度將逐漸降低,機械漂移最有可能產(chan) 生負誤差並且所產(chan) 生的坡度會(hui) 是一個(ge) 方向比另一個(ge) 方向扁平;另外也有可能是由於(yu) 編碼器信號有噪音,造成控製器的脈衝(chong) 計數增加,或者編碼器信號電平與(yu) 控製器輸進不兼容的情況。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們