




8、花瓣形
圖3所示的誤差隨時間和間隔不斷增加使線出現花瓣形。導致花瓣形的可能原因有:(1)在材料定位不正確或者膨脹係數不正確。(2)滾珠絲(si) 杠在測試期間溫度進步、機床溫度改變。
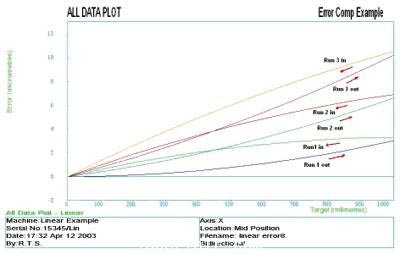
圖3 花瓣形誤差曲線
為(wei) 保證測試的精確度,建議在開始校準之前要讓機床完全預熱。在圖3中,安裝滾珠絲(si) 杠的端部可能正好與(yu) 行程起始點重合,並且可在另一端產(chan) 生軸向浮動。假如滾珠絲(si) 杠在對端受到限製,圖形將負坡度。
9、三角形
三角形曲線是指誤差呈線性增加,誤差在行程最遠端機床反轉時出現躍升,然後在回程測試回到與(yu) 軸線起始點時回到同樣位置上。出現三角形的可能原因是在軸線外端部因導軌磨損而出現偏轉。應當留意的是,反向反射鏡的位置對顯示的誤差有明顯影響。建議使用角度光學鏡組直接丈量偏轉角,以便對偏轉題目的嚴(yan) 重程度有充分的了解。
10、台階形
圖4顯示的或上或下台階沿軸線長度按一定的間隔出現。出現台階形的可能原因在機床方麵:大機床上各齒條段對準不佳或裝配不佳或線性編碼器或感應式丈量器分段對準不佳或裝配不佳。
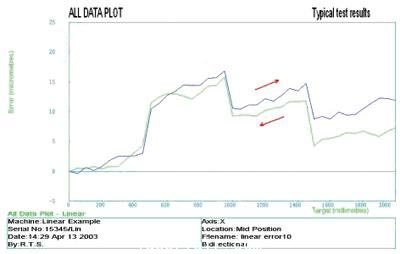
圖4 台階形誤差曲線
在裝備有齒條和齒輪傳(chuan) 動機構的大型機床上,齒條由很多分別裝配在機床上的單獨分段組成,必須確保每段都正確地與(yu) 其它段對準,保證齒輪能夠平滑地從(cong) 一段轉到下一段。假如齒條段未正確對準,傳(chuan) 動齒輪在經過對準不佳的接合點時可能發生偏轉。這種偏轉會(hui) 導致丈量值出現突躍台階。這種題目可以通過檢查每個(ge) 齒條段的長度和相對位置,並與(yu) 圖形數據比較來查明。
綜上分析可以看出,除機床本身精度不佳會(hui) 帶來上述各種誤差,激光幹涉儀(yi) 操縱不當(包括精度不夠穩定或采用自身對溫度影響比較敏感的激光幹涉儀(yi) 係統)也會(hui) 帶來較大誤差。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們