




摘 要:介紹台達DVP-20PM00D運動控製器電子凸輪(CAM)功能,闡述高速繞線機工作原理、工藝要求及相關(guan) 控製程序概要。
關(guan) 鍵詞:運動控製 電子凸輪 主軸 從(cong) 軸 CAM Table
1 引言
本文介紹的全自動無骨架係列空心電磁線圈高速繞線機,可以繞製傳(chuan) 動線圈,揚聲器線圈,天線線圈以及各種無骨架通用線圈。設備具有性能可靠,高速高效率,自動化程度高,適合於(yu) 線圈製造業(ye) 的批量生產(chan) ,如圖1所示。

圖1 空心電磁線圈
一般普通繞線機采用內(nei) 置脈衝(chong) 功能的小型PLC,通過繞線軸編碼器速度輸出到PLC內(nei) 置高速輸入點,將繞線軸與(yu) 排線軸的速比進行簡單速度同步,這種方法受 PLC運算影響,同步精度差,計算量大,CPU處理時間較長,因此會(hui) 出現繞線不均勻,堆積,塌陷等問題,嚴(yan) 重影響繞線成品的質量,舉(ju) 例來說,PLC對繞線軸編碼器作高速計數,當到達計數值時利用中斷方式控製排線軸電機反向繞製,但受CPU運算處理時間的影響會(hui) 出現滯後產(chan) 生誤差,在低速的情況下尚可基本達到繞製要求,但是對於(yu) 高速繞製多層線圈時就會(hui) 出現線圈端麵不齊整,成品品質下降。
台達DVP-20PM00D是一款專(zhuan) 用運動控製型PLC,采用高速雙CPU結構形式,利用獨立CPU處理運動控製算法,可以很好地實現各種運動軌跡控製、邏輯動作控製,直線/圓弧插補控製等,在高速繞線機中利用了20PM運動控製器的電子凸輪功能很好的解決(jue) 了繞線換向出現的繞製不均勻、堆積、不平整等問題,如圖2所示。

圖2 運動控製器DVP-20PM00D
2 高速繞線機
2.1 設備結構簡介
高速繞線機共包含九部分機構,如圖3所示。

圖3 高速繞線機
(1)機架。機架由角鋼框架及不鏽鋼台麵組成,並設置腳輪便於(yu) 移動,當設備到位後可將支腳調低作為(wei) 穩定支撐。
(2)張力機構。安裝於(yu) 進線部分,作為(wei) 繞線張力調節,保證線圈繞製時維持張力恒定,張力調節器具有調節旋鈕可針對不同需求進行張力調節設定,調整完畢後,張力調節器自動控製繞線張力。
(3)繞線機構。主要由台達B係列200W伺服電機、同步齒形帶、繞線飛叉組成,是電子凸輪運動中的繞製主軸,銅線經過飛叉旋轉繞製於(yu) 繞線模頭上,是繞線機主要運動部件之一。
(4)排線機構。包括台達B係列100W伺服電機、精密直線螺杆、精密導軌、氣動滑叉等,是電子凸輪運動中的排線從(cong) 軸,在繞線運動中跟隨繞線主軸正反向往複運動實現排線動作,是繞線機主要運動部件之一。
(5)工作轉台
由分度步進電機、旋轉台、線叉、繞線模頭組成,該設備為(wei) 多任務位繞線機,在繞線同時執行模頭預熱、剪線、加熱、脫模等工藝動作,這需要工作轉台按不同工位動作完成。
(6)剪線機構。為(wei) 氣動執行機構,主要是將繞製完成的線圈兩(liang) 端引線剪斷。
(7)脫模機構。由分度步進電機、氣動脫模組成,將繞製完成的成品從(cong) 繞線模頭取下。
(8)熱風係統。設備配置兩(liang) 個(ge) 可調溫度220V熱風槍,在繞線前將模頭預熱,繞線後對線圈進行熱風處理便於(yu) 脫模。
(9)電氣控製。包含電氣控製箱、觸摸屏操作盒。采用DVP-20PM00D運動控製器作為(wei) 控製核心,觸摸屏作為(wei) 人機交換,伺服電機作為(wei) 執行機構,實現轉軸與(yu) 排線的精確控製,從(cong) 而保證繞線的精度。電氣控製係統框圖如圖4所示。
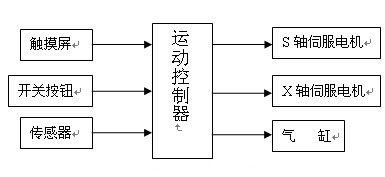
圖4 電氣控製係統框圖
2.2 工藝流程
繞線頭回原點→進給至起繞點→張力調節→模頭預熱→繞線、排線→加熱→剪線→脫模→成品→退至脫模點→進給至起繞點循環生產(chan) 。
2.3 電氣係統配置
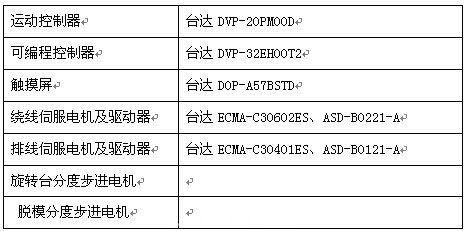
電氣控製主要包括繞排線部分、步進分度部分、氣缸動作控製部分。具體(ti) 配置如表1所示。
表1 繞線機電控配置
3 台達PLC電子凸輪功能
高速繞線機的主要控製功能基於(yu) 台達20PM電子凸輪的應用,使繞製產(chan) 品的成品品質及效率大大提高。以下對電子凸輪功能作簡單介紹:
3.1 什麽(me) 是電子凸輪
參見圖5,凸輪是用於(yu) 實現機械三維空間聯動傳(chuan) 動關(guan) 係與(yu) 控製的機械結構。自動化運動控製係統用軟件程序與(yu) 伺服電機實現三維空間聯動傳(chuan) 動關(guan) 係與(yu) 控製的軟件係統就是電子凸輪功能。從(cong) 圖5可以看到,左邊是我們(men) 常見的機械式凸輪方式,而右邊就是電子凸輪方式。也就是說利用程序的方式(配合伺服單元)完成機械凸輪控製所需要的軌跡,實現主軸和從(cong) 軸的齧合運動。
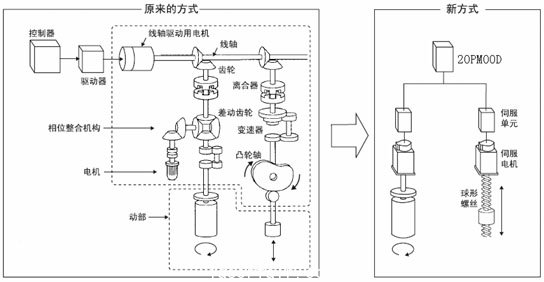
圖4 電子凸輪功能
3.2 電子凸輪的實現
(1)獲取主軸位置。獲取主軸位置有多種方法:一是采用虛擬軸,計算簡單準確;二是從(cong) 主軸編碼器或伺服脈衝(chong) 獲取,將主軸編碼器信號進行處理;三是從(cong) 測量編碼器獲取。獲得編碼器信號之後,將其換算成主軸位置。
(2)實現主從(cong) 軸的齧合。實際上是定義(yi) 主從(cong) 軸之間的關(guan) 係(稱之為(wei) cam table)。cam table有兩(liang) 種方法表述:一是采用X、Y的點對點關(guan) 係;二是采用兩(liang) 者的函數關(guan) 係。cam table的獲取也有多種途徑:根據實際工作中測量到的點與(yu) 點之間的對應關(guan) 係,根據主從(cong) 軸的標準函數關(guan) 係。 cam table可以定義(yi) 多個(ge) cam曲線。關(guan) 係確定和實現後,根據主軸的位置,就能得到從(cong) 軸的位置。
3.3 台達運動控製型PLC的電子凸輪
台達20PM運動控製器除了實現直線/圓弧插補以及定位功能之外,內(nei) 嵌了電子凸輪功能,使其可以應用在多種運動控製場合。20PM為(wei) 2軸運動控製器,具有2路500KHz的輸入與(yu) 輸出,在電子凸輪功能中定義(yi) X軸為(wei) 從(cong) 軸,Y軸為(wei) 主軸,當定義(yi) 好cam table後,從(cong) 軸依據定義(yi) 的曲線跟隨主軸運動。圖6是電子凸輪圖形化定義(yi) 軟件主界麵。#p#分頁標題#e#
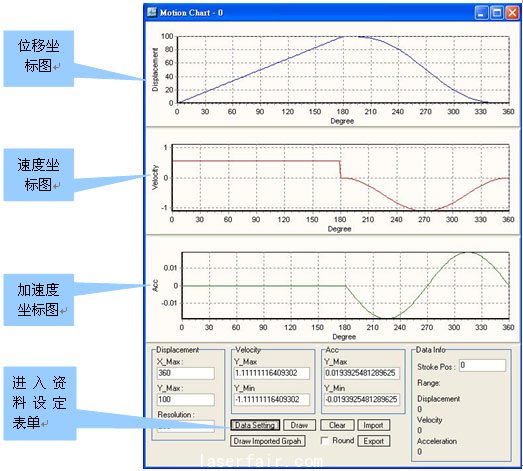
圖6 台達電子凸輪軟件圖形化定義(yi) 主界麵
在軟件中我們(men) 可以清楚地利用圖形方式設定、修改電子凸輪曲線。當我們(men) 點擊進入資料表單設定按鈕時會(hui) 彈出下麵的區段設置表。使用者需先設定 Start Ang, End Ang, Stroke以及透過下拉式選單選取CAM curve(具有連續、正弦、勻加速等6種曲線,並可加入其它標準曲線和自定義(yi) 曲線),在設定完成後按下Setting completed按鈕, 即可在主畫麵繪製位移, 速度, 加速度坐標圖7所示。

圖7台達電子凸輪軟件圖形化定義(yi) 分界麵
圖8是以高速繞線機為(wei) 例的電子凸輪曲線圖,采用CYCLIC模式排線從(cong) 軸根據繞線主軸連續正反排線。以下是計算主從(cong) 軸關(guan) 係算式:
主軸轉一圈所出線的距離(圓周長)=π*D (mm) Or 繞線模具一圈的出線的距離(圓周長)=π*D (mm);
排線從(cong) 軸轉一圈所需脈波數=10000P/R=>相對應轉一圈滾珠螺杆移動之距離=10mm;
主軸旋轉一圈所需脈波=3600P/R =>從(cong) 軸相對應主軸旋轉一圈所轉動的圈數所需脈波= 100P/R =>相對應滾珠螺杆移動之距離=0.1mm
Master/Slave關(guan) 係式=(主軸旋轉一圈所需脈波*凸輪一周期的匝數)/(從(cong) 軸相對應主軸旋轉一圈所轉動的圈數所需脈波*線徑*排線寬度的匝數)
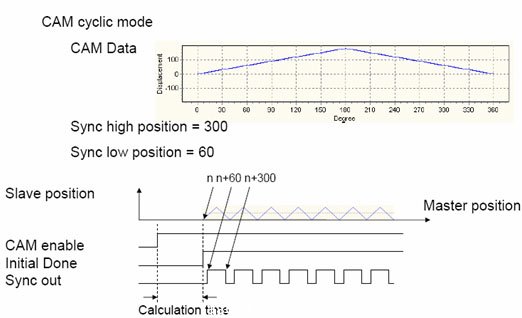
圖8 高速繞線機電子凸輪曲線圖
4 繞線控製電子凸輪設計
4.1 程序設計
程序設計的關(guan) 鍵在於(yu) 高速繞線機的控製難點分析及解決(jue) 方案。
(1)係統難點。繞線機在換向處出現繞線不均勻、堆積;繞線機換向處出現螺旋紋、不平整;無法進行斜排繞線,奇偶數繞線。
(2)難點分析。換向處繞線不均勻、堆積情況出現主要是由於(yu) 普通PLC的速度指令處理時間長,換向受程序掃描周期影響,沒有同步指令且無法實時刷新,同時伺服剛性參數,動態響應速度也是原因之一。
換向處出現螺紋主要是因為(wei) 螺旋繞線方式造成,可采用最後半圈定位繞線解決(jue) 。
斜排繞線在爬坡時每圈需要增加一個(ge) 線寬和線厚,奇偶數繞線是在每繞一層變換繞線匝數奇偶性,兩(liang) 種繞線方式都需要每次繞線後進行計算,由於(yu) 普通小型PLC運算時間長,導致無法進行高速斜排和奇偶數繞線。
4.2 台達解決(jue) 方案
由以上分析可以看出,高速繞線機的瓶頸在於(yu) 高速運算及響應,而台達20PM運動控製器除邏輯控製CPU外具有獨立的高速運算CPU,由硬件直接完成高速運算響應,2軸同步控製時間小於(yu) 0.5ms,達到高速繞線需求。關(guan) 於(yu) 台達20PM運動控製器電子凸輪功能及應用在上麵章節已有描述。
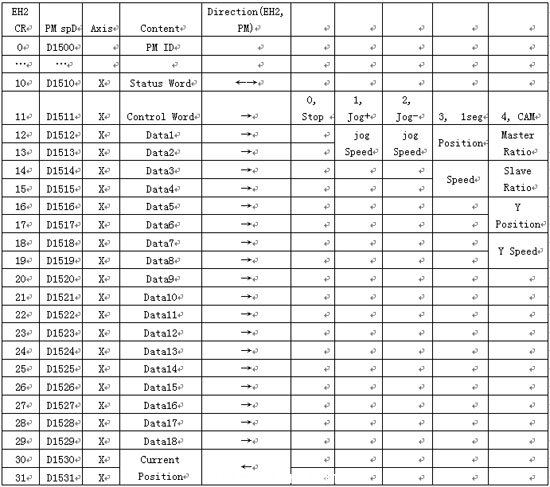
此外,對於(yu) 程序編寫(xie) 也十分簡單方便,利用PMSoft編程軟件設置好cam table後,直接控製對應的內(nei) 部寄存器即可完成電子凸輪運行。表2 為(wei) X軸排線軸內(nei) 部寄存器表,例如在對應的D1511中傳(chuan) 送不同數值即可實現0(停止)、1(正向點動)、2(反向點動)、3(單段速運動)、4(電子凸輪運動),其它寄存器同樣有各自功能。
表2 X軸排線軸內(nei) 部寄存器表
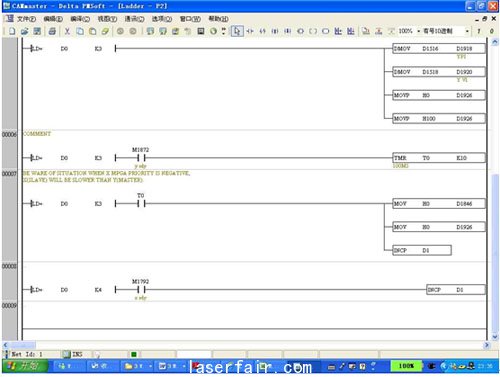
X軸排線軸梯形圖如下:
5 結束語
基於(yu) 台達20PM電子凸輪功能的繞線機控製係統係統已經投產(chan) 使用,繞線速度最高可達2500r/min,繞製產(chan) 品品質達到用戶需求,台達20PM電子凸輪功能成功應用於(yu) 高速繞線機中。
電子凸輪功能不僅(jin) 僅(jin) 可以應用在繞線機控製中,通過變換不同的控製曲線,該功能廣泛應用於(yu) 各種較高要求的運動控製中,例如:包裝機行業(ye) 中的飛剪,機床行業(ye) 中的飛鋸,印刷機行業(ye) 中的電子軸裁切及套印,紡機行業(ye) 中的精密絡筒繞線等等。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們