




1 引言
cnc(computerized numerical control)是計算機數值控製係統的英文縮寫(xie) ,也稱數控係統。在現代工業(ye) 生產(chan) 中得到了廣泛的應用。
今天,隨著計算機信息技術和生產(chan) 技術的迅猛發展,製造業(ye) 對產(chan) 品生產(chan) 製造也提出了更高的目標和要求:產(chan) 品製造周期要求越來越短,零部件的生產(chan) 效率和柔性化生產(chan) 的程度越來越高,產(chan) 品的加工質量和性能也要求更高、更穩定。cnc係統也從(cong) 一般的產(chan) 品的零部件加工控製(如車削、銑削、高速切削、等標準cnc數控機床)被逐步發展應用到產(chan) 品的組裝、包裝乃至產(chan) 品的運輸(如焊接、點膠、封裝,工業(ye) 機器人、等cnc產(chan) 業(ye) 機械)等整個(ge) 生產(chan) 製造過程中去。
本文以一台齒輪淬火機床cnc係統應用開發為(wei) 例,詳述了如何利用中達電通putnc-h4通用係列cnc、台達 delta交流伺服係統,並結合客戶產(chan) 品加工的工藝特點,為(wei) 產(chan) 業(ye) 機械打造出客製化的cnc控製方案。
2 齒輪淬火機床對控製係統的要求
2.1 機械設計
機械設計為(wei) 3軸伺服控製和1軸變頻器控製:
(1) y軸為(wei) 旋轉軸,傳(chuan) 動機構會(hui) 根據加工零件類型時的轉速要求而有所不同,分為(wei) 伺服和變頻器拖動異步電動機兩(liang) 種傳(chuan) 動方式,當加工齒輪類零件時,伺服電機經過減速機和齒輪盤兩(liang) 級減速機構,帶動被加工齒輪做分度運動。當加工零件為(wei) 光軸類零件時,y軸伺服電機停止工作,傳(chuan) 動結構改變為(wei) 變頻器拖動異步電動機經過同步帶,帶動光軸零件高速旋轉。設計解決(jue) 了伺服電機經過兩(liang) 級減速後,y軸轉盤速度無法滿足光軸類零件的淬火工藝要求的問題。兩(liang) 種傳(chuan) 動方式通過電氣互鎖,確保安全。
(2) z軸為(wei) 垂直軸,通過伺服電機直接驅動滾珠絲(si) 杆,帶動淬火加熱感應器上下運動,
(3) x軸為(wei) 水平軸,同樣通過伺服電機直接驅動滾珠絲(si) 杆,帶動淬火感應器前後進給。其中y軸伺服和z軸伺服要求具有兩(liang) 軸插補功能,這樣可以實現斜齒輪類和人字形齒輪類零件的淬火加工,而x軸伺服單動即可。
機械結構簡圖如圖1所示。
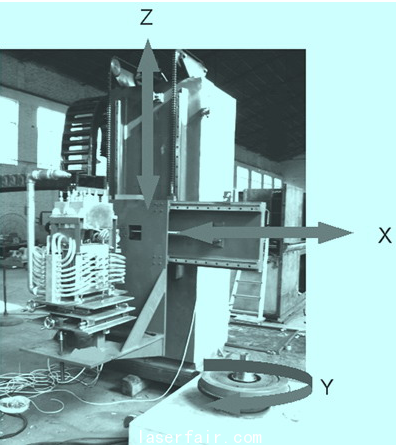
圖1 淬火機床機械結構
2.2 零件加工的工藝要求
(1) 機床要求能夠加工直齒輪、斜齒輪、人字形齒輪、階梯齒輪的淬火加工。齒輪的加工最大直徑2米,齒頂高0.8米。最大齒數100齒。
(2) 機床在更換淬火感應器靠模後,還可以實現光軸類零件的淬火要求。
(3) 配合不同的淬火感應器靠模設計,能夠實現的淬火方式:連續淬火、同時淬火、分段連續淬火(分段淬火通過程序設定,不需行程開關(guan) )、分段同時淬火。
(4) 齒輪淬火加工順序要求間隔加工,以便留有足夠冷卻時間,保證齒輪最小的加工熱變形,以齒數10為(wei) 例,即按照1、3、5、7、9、2、4、6、8、10淬火順序加工。
(5) 要求各伺服軸,空行程速度f0和淬火加工速度f1分段可調,齒輪分度旋轉時速度穩定。
(6) 連續零件自動加工時,應保證足夠的絕對精度,不會(hui) 產(chan) 生累計誤差。
2.3 控製係統要求
機床操作上要求有手動模式和自動模式,以及程式編輯模式三種基本工作狀態。
(1) 在手動調試模式下:cnc係統可以通過操作麵板控製伺服軸,快速jog移動和mpg手輪移動,方便操作工人調節感應器靠模和齒輪工件的位置;手動情況下可以通過外部的按鈕來實現y軸變頻電機旋轉on/off、淬火感應器加熱on/off、噴液電磁閥on/off、輔助噴液電磁閥on/off控製,方便操作者調機測試使用。(i/o規劃參見方案的製定和實施)
(2) 在自動運行模式下:cnc係統可以按照預先選用的程序控製伺服電機運動,完成齒輪零件的全部淬火加工過程;可以使用自定義(yi) m代碼來實現y軸變頻電機旋轉on/off、淬火感應器加熱on/off、噴液電磁閥on/off、輔助噴液電磁閥on/off,i/o控製(m代碼規劃參見方案的製定和實施);自動加工過程中可以實現任意暫停,單節測試等操作功能。
(3) 在程序編輯模式下:要求係統能夠存儲(chu) 至少500組不同零件加工程式,並可以對程式內(nei) 容進行編輯;在加工標準的直齒和斜齒齒輪時,控製係統可以根據齒輪工藝參數自動生成加工程式;加工光軸類零件時,可以通過標準的g代碼實現零件程序設計;加工階梯軸類零件時,不需要增加外部的行程開關(guan) ,可以通過多個(ge) 程序組合來完成一個(ge) 零件的分段淬火加工;在該模式下還可以對淬火的輔助工藝參數進行設定,如感應器加熱延時時間,噴液延時時間,齒輪加工空行程時的速度以及淬火加工時的速度設定。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們