




3 中達電通putnc-h4通用係統介紹
putnc-h4數控係統是中達電通公司針對產(chan) 業(ye) 機械的運動控製需求開發的一款通用型cnc數控係統。該cnc係統最大的特點就是開放的係統架構,其cnc的狀態信號s bit含義(yi) 、內(nei) 置plc的指令信號c bit含義(yi) 、係統特殊寄存器r含義(yi) 、以及係統內(nei) 部特殊變量v定義(yi) ,被完全開放給機床製造商使用,設計者隻需配合專(zhuan) 用的plc編輯軟件和lcd畫麵編輯軟件就可以對產(chan) 品進行二次開發,從(cong) 而打造出符合產(chan) 業(ye) 機械工藝要求和最終用戶操作要求的客製化cnc係統,如圖2所示。

圖2 putnc-h4數控係統
putnc-h4通用係統的特點:開放式的係統架構,內(nei) 含嵌入式 plc,可應用各類產(chan) 業(ye) 機械和自動化設備。高清晰lcd液晶顯示,用戶可以自行規劃畫麵內(nei) 容。配合plc開發,可麵板自定義(yi) 按鍵功能,使操作更靈活。最大4軸伺服接口,響應可達500kpps。解析度可設定至7 位數,全閉環控製架構,控製精度更高。最大提供2組d/a輸出、a/d輸入。提供標準的24點輸入和16點輸出,可選配i/o擴展單元,56點輸入,64點輸出。具有主仆模式功能和被動encoder反饋功能,輕鬆構建主從(cong) 追隨和同步裁剪功能。支持標準g代碼,提供變量表格編程和教導程序輸入功能,編程更靈活。更具有macro宏指令,可以進行數學、邏輯運算,nc編程功能更強大。程序存儲(chu) 容量 512k byte,nc程序組別高達1000組。提供rs232c標準接口,可連接個(ge) 人電腦(pc)實現dnc 在線加工功能。
4 方案的製定和實施
綜合上述的分析,cnc係統選用putnc-h4c-3就完全可以實現淬火機床的控製要求。以下將針對齒輪淬火的主要工藝要求對方案可行性逐一進行分析。
4.1 伺服位置控製和變頻器速度控製的實現
putnc-h4c-3具有3個(ge) 獨立的伺服軸通道,可以實現x/y/z,3軸伺服聯動,亦可任意兩(liang) 軸伺服插補運動。伺服軸的進給速度可以通過g01直線插補的f值設定。解析度可設定至7 位數,全閉環控製架構完全可以保證足夠的絕對精度,不會(hui) 產(chan) 生累計誤差。
putnc-h4c-3係統還可以提供兩(liang) 路d/a模擬量輸出接口,輸出0~10v的模擬量電壓。其中一路d/a輸出通過lcd畫麵規劃,直接修改係統變量參數數值來設定係統特殊寄存器r143的大小,用於(yu) 淬火溫度的控製。另外一路d/a輸出通過設定係統特殊寄存器r238=5,指定該通道為(wei) 主軸轉速機能,可以在nc程序中直接通過s代碼設定變頻馬達的轉速,用於(yu) 光軸類零件的淬火加工。
通過plc編輯,y軸的伺服馬達的使能信號o004和變頻器運轉信號o000電氣互鎖,確保機械安全。cnc控製架構如圖3所示。
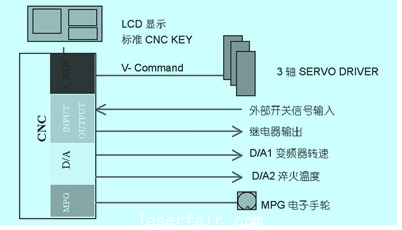
圖3 cnc控製架構
4.2 係統的i/o規劃,以及自定義(yi) m代碼功能的實現。
機床製造商通過專(zhuan) 用的plc編輯軟體(ti) 可以對putnc-h4通用係統的內(nei) 置plc進行編輯,可以實現plc i/o規劃、電氣安全互鎖和用戶自定義(yi) m代碼功能。cnc淬火機床i/o規劃如表1所示。

cnc淬火機床自定義(yi) m代碼如表2所示。

自定義(yi) m代碼plc規劃範例如圖4所示。
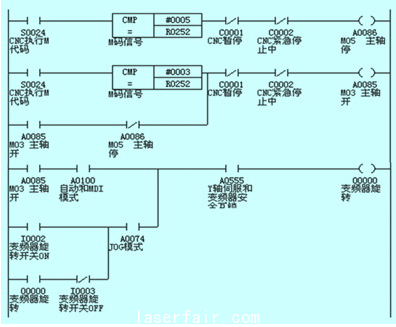
圖4 自定義(yi) m代碼plc規劃範例
4.3 係統的操作功能的實現
putnc-h4係列通用數控係統是具有標準cnc的功能,因此可以輕鬆實現伺服運動控製。通過數控麵板的操作可以實現模式切換、基本g代碼編程、mpg手輪功能、任意暫停、單節測試等操作功能。
機床製造商隻需根據產(chan) 業(ye) 機械最終用戶的操作習(xi) 慣和工藝要求,對按鍵和lcd畫麵做進一步的規劃,使其能更直觀的反映加工信息即可。因此和工控機、hmi人機+plc的控製方案相比,無論在運動控製方麵,還是係統操作易用性和穩定性上都有著絕對的優(you) 勢。
4.4 加工程序g代碼數據的生成和處理
淬火機床是熱處理加工環節的一種專(zhuan) 用設備,操作者往往具備本專(zhuan) 業(ye) 的理論基礎,而對cnc基本不具備編程能力。所以如何能夠結合產(chan) 業(ye) 機械的自身的工藝特點,完美的生成和處理加工程序數據,是把通用cnc打造成產(chan) 業(ye) 機械專(zhuan) 用係統的關(guan) 鍵一步。淬火機床在程序編輯上主要以下提出三點要求:
(1) 加工光軸類零件時,可以通過標準的g代碼實現零件程序設計。
(2) 在加工標準的直齒和斜齒齒輪時,控製係統可以根據齒輪工藝參數自動生成加工程式。
(3) 在程序編輯模式下還可以對淬火的輔助工藝參數進行設定,如感應器加熱延時時間、噴液延時時間、齒輪加工空行程時的速度以及淬火加工時的速度設定。#p#分頁標題#e#
中達電通putnc-h4係列數控係統不僅(jin) 支持標準g代碼編程外,還提供變量表格編程和教導程序輸入,更支持macro宏指令等多種nc編程功能,完全可以滿足機床程序編輯要求,以下對上述三點要求實現展開詳細說明。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們