




5 加工和輔助工藝參數設計
5.1 光軸類零件的加工和輔助工藝參數的處理
(1) 光軸類零件的加工工藝過程比較簡單,最終用戶稍加nc編程基礎的培訓,便可以通過人工g代碼編程、示教模式,並配合自定義(yi) m代碼來完成編程。
以下零件為(wei) 例,淬火區域為(wei) 紅色部分,g代碼設計如下,其中x,z軸的數據(如下例中的z1、x1等)最終用戶可以通過圖紙計算得出,也可以通過cnc的示教功能采集得出。
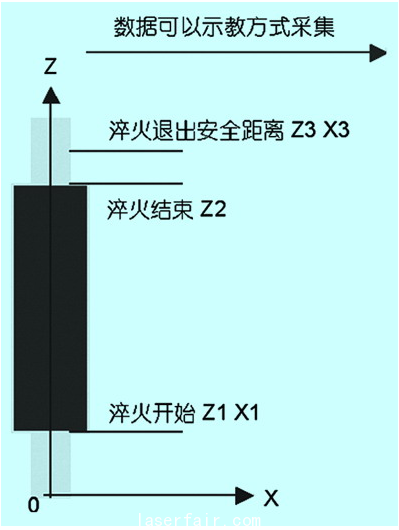
g01 z1 f#212 z軸提升到進給起點位置
m03 s500 變頻電機on。
g01 x1 f#213 x軸進給到淬火位置,進給f值 #213
m9 淬火感應器加熱
g04 x#145 延時變量#145秒
m25 冷卻噴液開
g01 z2 f100 z軸到淬火終點,進給f值直接指定
m10 淬火感應器停止加熱
g01 z3 f#223 z軸提到安全位置,進給f值 #223
g04 x5 延時時間也可以通過x值直接指定
m26 主噴液延時斷
g01 x0 f#213 x軸退回,進給f值 #213
m05 變頻電機off
m02 程序結束
(2) 淬火輔助工藝參數的處理。在淬火零件加工過程中,都會(hui) 涉及到一些淬火機床加工輔助工藝參數,如淬火進給速度f,延時時間x等,這些參數即可以通過lcd規劃的變量表格輸入,也可以通過具體(ti) 數值直接給定,如上例說明描述。工藝參數界麵規劃如下:

5.2 齒輪類零件加工
齒輪零件一般主要分為(wei) 直齒類零件和斜齒類零件兩(liang) 大類,人字型齒輪和階梯類齒輪也是這兩(liang) 大類零件的延伸。以下就直齒輪零件的加工過程為(wei) 例進行說明,cnc是如何結合工藝要求給操作者提供最便利的編程方式。將直齒類零件圓周,展開如圖5所示。
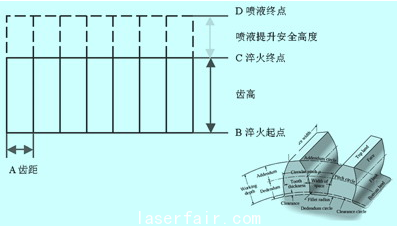
圖5 直齒類零件圓周展開圖
直齒淬火的一個(ge) 淬火周期過程如下:z軸快速進給到淬火起點b——x軸淬火感應頭進給到齒根——z軸以淬火速度提升,淬火感應頭由淬火起點b上升到淬火終點c——z軸,繼續以快速進給提升到噴液安全距離d——x軸淬火感應頭退回到齒頂---y軸分度一個(ge) 齒距a。直齒齒輪一個(ge) 加工周期的g代碼編輯如下:
n01 g01 z#210 f#212 z軸提升到進給起點位置(直齒輪)
g01 x#250 f#213 x軸進給到淬火位置,進給f值 #213
m9 淬火感應器加熱
g04 x#145 延時變量#145秒
m25 冷卻噴液開
g04 x0.5
m27 輔助冷卻噴液開
g01 z#220 f#222 z軸提升到淬火終點,進給f值 #222
m10 淬火感應器停止加熱
g04 x0.5
m28 輔助噴液關(guan)
g01 z#230 f#223 z軸提升到噴液停止位置d,進給f值 223
g04 x#124 延時變量#124秒
m26 主噴液延時斷
g01 x#240 f#213 x軸退回,進給f值 #213
g01 z#210 f#212 z軸下降到進給起點位置,進給f值 #212
n100 g01 y#13125 f#168 y軸分度,進給f值 #168
n20m99
以上的舉(ju) 例,隻是齒輪類零件的一個(ge) 齒加工周期的工藝過程,對於(yu) 多齒零件編程如果依靠操作者人工g代碼編程和示教方式生成數據並不合適。因此需要更為(wei) 便利的編輯功能來實現g代碼的自動生成和處理。
6 編程方式討論
6.1 增量編程配合宏指令編程方式
宏指令編程就是利用cnc係統自身macro宏指令功能,進行數學、邏輯運算來實現加工程式自動循環。例如:
g65 l01 p#1 a0 齒數加工計數#1清零
n01 g01 z#210 f#212 z軸提升到進給起點位置(直齒輪)
-------------------
------------------- 直齒齒輪一個(ge) 加工周期的g代碼#p#分頁標題#e#
------------------
g01 z#210 f#212 z軸下降到進給起點位置,進給f值 #212
n100 g01 v#999 f#168 y軸增量分度齒距#999,進給f值 #168
g65 l01 p#2 a#1 當前齒數#1送入#2
g65 l02 p#1 a#2 b1 #2+1=#1加工計數#1加一
g65 l81 p02 a#1 b#3 判斷,如果#1=#3,goto n02 #3為(wei) 設定齒數
g65 l84 p01 a#1 b#3 判斷,如果#1<#3,goto n01 #3為(wei) 設定齒數
n02 m02
通過cnc增量編程,並配合macro宏指令功能編程方式,y軸的增量進給v值必須設定的很精確,否則會(hui) 產(chan) 生累計誤差!並且機械上的誤差是沒有辦法通過具體(ti) 的數據修正。此外macro宏指令屬於(yu) nc高階應用語言,使用者也較難掌握,因此該方案並不是齒輪編程的最佳應用方案。
6.2 通過變量表格和cnc自動生成g代碼數據鏈方式
通過上述g代碼的編輯不難發現,齒輪在淬火加工時,每個(ge) 齒的加工過程中,其g代碼數據x、z值都是固定不變的。以直齒齒輪為(wei) 例,隻有y軸的分度數據y#13125需要不斷的更新,而x、z值可以通過變量的形式固化在nc程序中去。而y值y#13125的數據在不考慮修正的情況下,差值是固定的增量數值等於(yu) 一個(ge) 齒距。故可以利用cnc的特殊執行模式r154、r242來實現變量表格和cnc自動生成g代碼數據鏈的編輯方式。該方案的核心方法如下(見圖6)。
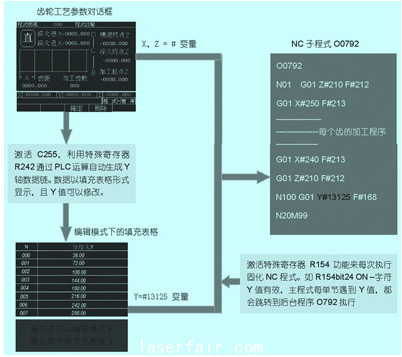
圖6 方案的核心方法
6.3 cnc狀態c255和r242的說明
在編輯模式下,利用plc使cnc狀態c255=1,即可激活r242功能。當r242=特定數值時,cnc可以實現特定的自定義(yi) 按鍵功能。從(cong) 而可以在編輯模式下自動生成程式內(nei) 容,配合lcd變量表格功能,程式就可以以變量表格數據鏈的形式展現給使用者,而且變量表格裏的生成的每個(ge) 數據都可以單獨修改。
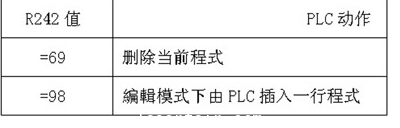
自動生成y軸數據鏈的plc規劃如下(見圖7)
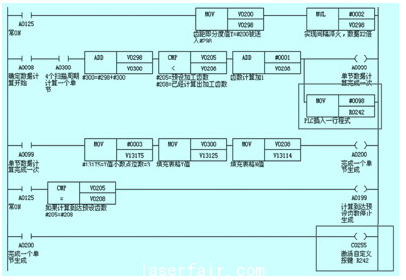
圖7 自動生成y軸數據鏈的plc規劃
6.4 r154的說明
中達電通putnc-h4係列cnc,除了有標準g,mcode執行模式外,還有另一種較特殊的執行模式。隻要 r154 有某一bit位為(wei) 1後,cnc就會(hui) 被切換到特殊的執行模式中,並且依照指定的程序位置來做子程序跳躍的功能。 r154 可以同時多個(ge) bit on,但每單節隻執行一次跳躍動作 (bit位較低的,優(you) 先權高)。
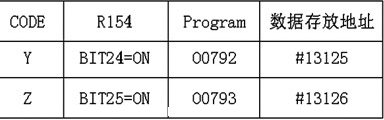
舉(ju) 例說明:主程序單節n00 y36.000當r154bit24=1時,在主程序在執行過程中,並不會(hui) 去執行n00 y36.000 而是會(hui) 去執行子程序o0792裏的程式內(nei) 容,數據36.000同時被cnc存放到變量地址#13125。
所以隻要將齒輪加工一個(ge) 齒的加工程式固化到子程序o0792中,並且在主程序執行過程中,能夠不斷將y軸的分度數據賦值到變量地址#13125裏,即可實現整個(ge) 齒輪的連續淬火加工控製。
通過變量表格和cnc自動生成g代碼數據鏈方式也同樣適用於(yu) 斜齒齒輪和其它各類齒輪零件的編輯,在此不在複述。通過這種方案,最終用戶無須具備nc編程的知識和能力,隻需根據編輯對話框的要求填入相應工藝參數,就可以通過plc運算自動計算出y軸分度的絕對坐標數值,不會(hui) 存在增量方式的累計誤差,並且可以以g代碼的形式存儲(chu) 下來。操作者還可以根據實際加工情況來修改變量表格中數據鏈的數值,因此使用最為(wei) 簡單和便利,是齒輪編程的最佳應用方案。
為(wei) 了滿足不同用戶的需求和淬火機床加工光軸類零件的需要,我們(men) 設計了標準g代碼編程和變量表格兩(liang) 種編程方式,操作者隻需在編輯lcd畫麵選擇不同的路徑即可。
7 結束語
本案是中達電通通用型cnc數控係統在產(chan) 業(ye) 機械上的一個(ge) 典型應用。對於(yu) cnc產(chan) 業(ye) 機械而言,cnc係統的操作和使用,以及零件加工的工藝條件都和標準的金屬切削類數控機床存在很大的差異,所以最佳的客製化方案是應該在充分了解產(chan) 業(ye) 機械的加工工藝特點和機床的最終用戶操作和使用需求的基礎上來開發的實現的。
隻有從(cong) 機床製造商的實際應用出發,並結合中達電通的通用型cnc開放係統架構這一優(you) 點,合理的對cnc係統的plc和lcd進行規劃開發,才能夠提供更有價(jia) 值的客製化控製解決(jue) 方案。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們