





1 引言
隨著材料技術、電力電子技術、控製理論技術、計算機技術、微電子技術的快速發展以及電機製造工藝水平的逐步提高,交流伺服技術-交流伺服電機和交流伺服控製係統已經成為(wei) 工業(ye) 領域實現自動化的基礎技術之一,並將逐漸取代直流伺服係統。目前,交流伺服係統的智能化、網絡化控製是交流伺服控製的兩(liang) 個(ge) 重要發展方向。
在濟鋼asp1700薄板坯連鑄連軋項目中,連鑄機結晶器調寬係統采用了基於(yu) profibus總線的全數字智能化交流伺服控製係統,是當今世界最先進伺服控製技術。
2 連鑄機結晶器調寬工藝
濟鋼第三煉鋼廠asp1700薄板坯連鑄連軋結晶器采用直結晶器,由兩(liang) 個(ge) 寬麵和兩(liang) 個(ge) 窄麵構成,長1200mm,內(nei) 腔厚度最寬150mm,調寬範圍:100mm~150mm。其中窄麵是可以活動的,以便在連鑄機準備和澆注期間調節結晶器的寬度和錐度(圖1)。結晶器采用一組拉杆夾緊兩(liang) 個(ge) 寬麵和兩(liang) 個(ge) 窄麵,拉杆通過彈簧組保持夾緊力,拉杆上的液壓缸可以在調寬過程中壓縮彈簧,以使窄麵能容易移動,快速打開寬麵。液壓缸壓力可連續調節,隨板坯的寬度變化來調節夾緊力,實現軟夾緊。由於(yu) 該壓力不是夾緊寬麵,因此在液壓壓力失效時,彈簧能夠保持夾緊力而不會(hui) 有危險。
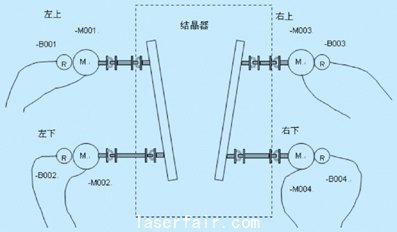
圖1 結晶器窄麵機械結構
結晶器調寬係統包括:4套絲(si) 杠機構,每個(ge) 窄麵2套;4套帶有旋轉變壓器的交流異步伺服電動機,固定在澆注平台下的冷卻室外;4個(ge) 萬(wan) 向軸、4套交流伺服控製單元。結晶器調寬窄麵控製機械結構,如圖1所示。每一個(ge) 窄麵使用伺服單元控製調寬電機驅動,可以改變兩(liang) 邊寬度和每個(ge) 麵的錐度。由於(yu) 調寬時生產(chan) 的板坯窄麵不是直的,這意味著在調寬期間窄麵銅板與(yu) 坯殼之間的氣隙的產(chan) 生,避免漏鋼,在調整寬度的同時必須調整錐度。為(wei) 了減小凝固坯殼的應力,窄麵的調整應緩慢進行。為(wei) 保證坯殼與(yu) 銅板緊密接觸,結晶器錐度隨寬度的減小而減小,隨寬度增加而加大。控製係統根據鋼種、澆注速度、要求的錐度和板坯定尺,在澆注期間為(wei) 各邊的運動選擇不同的算法。
3 結晶器調寬控製係統
結晶器調寬控製係統采用西門子s7-400plc,伺服單元選用西門子masterdrives mc全數字運動控製器,具有過載能力大,調速範圍寬等特點,設有tp270人機界麵,可設定和故障監視功能。每個(ge) 伺服電機自有一套伺服單元,采用位置環、速度環、電流環三環控製,是一種高動態響應、高精度的運動控製方式。傳(chuan) 動係統經profibus總線和plc及tp270相連。伺服電機采用倫(lun) 茲(zi) (mdskars090-22)三相交流異步伺服電動機,功率2.6kw,額定速度2300rpm。生產(chan) 工根據生產(chan) 鋼種結晶器寬度、錐度設定值輸入到人機界麵上,經profibus總線傳(chuan) 輸給調寬 plc,plc運算後,給各個(ge) 伺服單元發出位置控製信號,伺服單元將伺服電機旋轉變壓器信號換算出的實際位置信號和實際速度信號分別作為(wei) 位置環反饋信號和速度環反饋信號實現三環控製,而使係統快速平滑地跟隨位置設定值,保證結晶器上下口電機的恒定速度差,實現窄麵銅板的精確定位。整個(ge) 控製係統是以伺服電機電流環、電機速度為(wei) 內(nei) 環,窄麵銅板位置為(wei) 外環的三環控製結構,係統精度高,速度響應快,運行平穩可靠,定位準確,調寬控製係統結構見圖2所示。
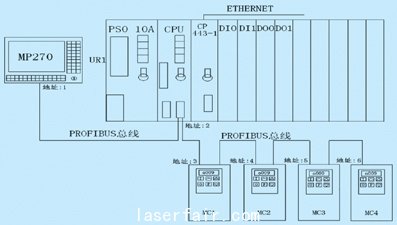
圖2 結晶器調寬自動控製係統
4 關(guan) 於(yu) profibus現場總線
4.1 現場總線的定義(yi) 及特點
現場總線,按照國際電工委員會(hui) iec/sc65c的定義(yi) ,是指安裝在製造或過程區域的現場裝置之間、以及現場裝置與(yu) 控製室內(nei) 的自動控製裝置之間的數字式、串行和多點通信的數據總線。以現場總線為(wei) 基礎而發展起來的全數字控製係統稱作fcs。
現場總線作為(wei) 連接控製係統中現場級裝置和控製設備的雙向數字通信網絡,與(yu) 傳(chuan) 統的dcs係統相比其優(you) 點是明顯的:增強了現場信息的集成能力;抗幹擾能力增加、係統可靠性提高;安裝便捷、可維護性好;具有開放性、互操作性、互換性、可集成性;降低了工程成本;具有ip67防護等級,可現場安裝;能自動診斷故障部位。
4.2 profibus總線的特點
profibus是一種國際化、開放式、不依賴於(yu) 設備生產(chan) 商的現場總線標準。廣泛適用於(yu) 製造業(ye) 自動化.流程工業(ye) 自動化和樓宇、交通電力等其他領域自動化。中央處理器(如plc/pc)通過高速串行總線同分散的現場設備(如i/o、變頻器、閥門)進行通訊,多數數據交換采用周期方式。 profibus-dp是用於(yu) 現場設備級的高速數據傳(chuan) 輸,通訊介質采用屏蔽的雙絞銅線電纜,共用一根導線對,通訊速率可選用 9.6kbps~12mbps,通訊距離可達12km。profibus總線的通信能力強,與(yu) 變頻器的通信最多可有10個(ge) 字的通信能力。
4.3 profibus-dp的數據通訊格式
profibus-dp總線方式允許在plc和傳(chuan) 動裝置(變頻器、運動控製器)之間進行快速的數據交換。對傳(chuan) 動裝置的存取總是按照主——從(cong) 方式進行的,傳(chuan) 動裝置總是從(cong) 站,且每個(ge) 從(cong) 站本身都有明確的地址。profibus周期性傳(chuan) 輸的報文結構如圖3所示。

圖3 profibus-dp報文結構
4.4 profibus-dp的可用數據
對於(yu) 傳(chuan) 動裝置可用數據區被劃分成2個(ge) 數據區,它們(men) 以各自的報文進行數據傳(chuan) 送:
(1) 過程數據區(pzd)
控製字和設定值或狀態字和實際值;
(2) 參數區(pkw)
用於(yu) 讀寫(xie) 參數,讀出故障信息等。pkw和pzd共有五種結構形式即:ppo1、ppo2、ppo3、ppo4、ppo5,其傳(chuan) 輸的字節長度及結構形式各不相同。根據自動化網絡中傳(chuan) 動裝置的任務不同,在plc和變頻器通訊方式配置時要對ppo進行選擇。在結晶器調寬交流伺服控製係統中采用了 ppo5型通訊報文,它的報文結構如圖4所示。圖4中符號的意義(yi) 如下:
pkw:參數標識符;
pzd:過程數據;
pke:參數標識符;
ind:索引;
pwe:參數值;
stw:控製字;
zsw:狀態字;
hsw:主設定值;
hiw:主實際值。
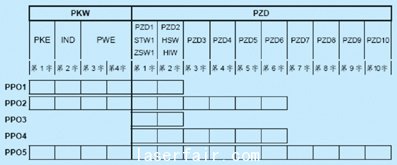
圖4 ppo的報文結構
5 基於(yu) profibus的交流伺服控製係統硬件組成
5.1 plc係統
結晶器調寬plc係統作為(wei) 連鑄機l1係統的一個(ge) 子係統,其係統設計本著可靠、先進、開放的原則,綜合考慮係統的性能價(jia) 格比,根據工藝方案和機械設備條件,係統結構盡可能統一,同時應與(yu) 其它l1級子係統保持一致。連鑄l1級plc係統選用的是siemens s7-400係列plc。根據調寬工藝性能要求,plc係統cpu 選擇s7-414-3,通過cp443通訊模塊與(yu) l1級工業(ye) 以太網通訊,也可以通過profibus-dp接口與(yu) mc運動控製器和tp270通訊。#p#分頁標題#e#
5.2 人機界麵
根據工藝特點及現場環境,結晶器調寬人機界麵選擇tp270操作麵板。tp270屬於(yu) simatic hmi(人機界麵)產(chan) 品係列中文本圖形觸模式操作麵板,在性能上有以下特點:
(1) 簡單快速配置,配置數據是可以恢複的;
(2) 可用標準windows工具進行配置;
(3) 使用軟鍵、功能鍵或觸模控製,簡化了操作,也保障了操作的安全性,易於(yu) 使用;
(4) 和西門子plc完美結合,使整個(ge) 係統在硬件和軟件均達最優(you) 化,尤其是通訊支持profibus-dp總線協議。
5.3 mc控製器
結晶器調寬伺服控製器選用的是西門子公司masterdrives mc運動控製器,該控製器是應用於(yu) 高動態響應循環機械控製的控製器,是完全智能化的控製係統。mc控製器有以下特點:
(1) 高動態響應,高過載能力
mc驅動器使用了32位dsp數字控製技術,dsp器件內(nei) 部具有功能強大的硬件計算電路和特殊的總線結構,具有強大的數字信號處理功能;mc運動控製驅動器同時具有極高的過載因數,250ms內(nei) 300%的過載能力。
(2) 通用性強
它能夠控製任何型號的電機,具有的模塊化、插入式可選編碼器功能模板可以完成所有的驅動任務,有支持脈衝(chong) 編碼器(ttl/htl)的sbp 板,支持旋轉變壓器的sbr2板,支持多圈編碼器(eqn,eqi, endat/ssi或sin/cos)編碼器的sbm2板,都可以非常容易地與(yu) 係統相連接。
(3) 強大的通訊能力
mc運動控製驅動器具有支持各種現場總線的可選模板,這些接口模板的設置,顯著地增強了伺服單元與(yu) 其它控製設備間的互聯能力。mc運動控製驅動器的各種通訊模板中有支持profibus總線的cbp2板,profibus-dp是當今世界上最為(wei) 成功和流行的現場總線標準,在 profibus cbp2功能模板上實現同級模塊之間相互通訊,尤其在西門子產(chan) 品係統集成中,更顯示其優(you) 點。
6 交流伺服控製係統硬件配置
在交流伺服控製係統中,plc硬件組態、編程使用step7 v5.3,step 7是用於(yu) simatic可編程邏輯控製器組態和編程的標準軟件包;係統操作界麵tp270使用protool進行組態及編程,protool是用於(yu) 可視化過程的使用簡單、高性能的可視化軟件,可在 windows95/98,2000下運行。
6.1 組態plc主站係統
(1) 在plc項目ccm2下新建項目plc-3(nwa-ccm1),點擊右鍵,在彈出的菜單中選擇“insert new object”下“simatic 400 station”,插入s7-400站;
(2) 組態硬件:雙擊“hardware”選項,進入“hw config”窗口,點擊“catalog”圖標打開硬件目錄,按硬件安裝次序和訂貨號依次插入機架、電源、cpu、通訊模塊、兩(liang) 塊輸入、輸出模塊;
(3) 插入cpu模塊後會(hui) 同時彈出profibus組態界麵,新建profibus命名為(wei) profibus_plc3,地址定義(yi) 為(wei) 2,點擊 “properties”按鈕組態網絡屬性,選擇”network settings”進行網絡參數設置,profibus的傳(chuan) 輸速率為(wei) “1.5mbps”,行規為(wei) “dp”;
(4) 在plc的profibus屬性operation mode中將其設為(wei) dp master。
6.2 mc運動控製器的profibus從(cong) 站組態
(1) 組態從(cong) 站
在dp網上連接mc運動控製器,選擇“motion control plus”,連接到dp網絡上,然後組態drive的通訊區,見圖5所示,定義(yi) profibus站地址,為(wei) 3號站;

圖5 選擇mc控製器
(2 )通訊區定義(yi)
plc與(yu) mc控製器之間除了傳(chuan) 輸設定值和控製字外,還需要傳(chuan) 送其它數據,需要選擇多個(ge) pzd,通訊需要9個(ge) 字,選取ppo-typ5,pkw+pzd-10/10,如圖6所示。
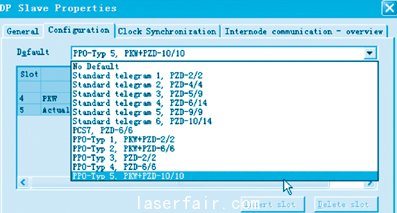
圖6 mc控製器通訊區定義(yi)
(3) 數據區定義(yi)
pkw數據區為(wei) :piw 512-519 pqw 512-519
pzd數據區為(wei) :piw 520-539 pqw 520-539
(4) 按照以上步驟,分別組態2#mc,3#mc、4#mc到dp網絡,dp地址分別是4、5、6,並分別定義(yi) 各子站的pkw、pzd數據:
2#mc(4#站):
pkw數據區為(wei) :piw 540-547 pqw 540-547
pzd數據區為(wei) :piw 548-567 pqw 548-567
3#mc(5#站):
pkw數據區為(wei) :piw 568-575 pqw 568-575
pzd數據區為(wei) :piw 576-595 pqw 576-595
4#mc(6#站):
pkw數據區為(wei) :piw 595-603 pqw 595-603
pzd數據區為(wei) :piw 604-624 pqw 604-624
6.3 tp270的profibus從(cong) 站組態
(1) 在項目ccm2下新建項目tp270_moldwidh_ adjust,點擊右鍵,在彈出的菜單中選擇“insert new object”下“simatic op”,插入tp270站;
(2) 雙擊tp270_moldwidth_adjust項目,進入protool編程環境,選擇操作麵板tp270;
(3) 輸入調寬係統plc的名稱plc_3,選擇sim- atic s7-300/400 v6.0協議;
(4) 點擊“parameters”按鈕,進行參數設置,連接op到網絡的方式,是選擇plc_3網絡,dp地址選擇1,使用路徑方式,如圖7所示。
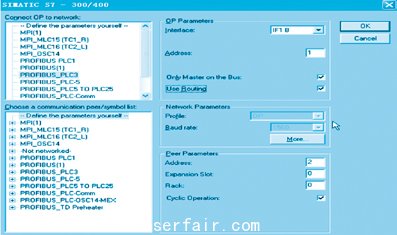
圖7 tp270 通訊參數定義(yi)
7 交流伺服控製係統軟件應用
7.1 plc數據profibus傳(chuan) 輸編程
step7 v5.3有兩(liang) 個(ge) sfc塊“dprd_dat”和“dpwr_dat”,用於(yu) profibus主站和從(cong) 站之間的的數據傳(chuan) 輸。交流伺服控製係統中,應用dp通訊傳(chuan) 輸命令“dprd_dat”和 “dpwr_dat”把數據傳(chuan) 輸到mc控製器的通訊區pzd數據區piw內(nei) ,同時把mc控製器的pzd數據區pqw數值讀到profibus-dp傳(chuan) 輸的db塊中。1#mc控製器的profibus控製命令的傳(chuan) 輸應用程序如下:
call "dprd_dat" ;調用dp讀命令
laddr :=w#16#208 ;起始地址
ret_val:="top_left_comdata".recieve_ret
record :=p#db31.dbx20.0 byte 20
;目標數據地址
call "dpwr_dat" ;調用dp寫(xie) 命令
laddr :=w#16#208 ;起始地址
record :=p#db31.dbx0.0 byte 20
;目標數據地址
ret_val:="top_left_comdata".send_ret
7.2 mc控製器通信參數定義(yi)
使用過程數據區,實現控製字和設定值(任務:主站 變頻器)或狀態字和實際值(響應:變頻器主站)的傳(chuan) 輸。隻有當控製字、設定值和狀態字實際值依照“過程數據連接”規定的路徑連接時,該過程數據的傳(chuan) 輸才有效。在mc控製器通信參數應用分為(wei) 兩(liang) 個(ge) 部分:mc控製器接受plc的控製字和設定值和mc 控製器返回給plc的狀態字和實際值兩(liang) 部分。
(1) 過程數據輸出區在mc控製器的傳(chuan) 輸格式
過程數據輸出區pzd1-pzd10和mc控製器的寄存器變量k3001-k3010是一一對應的關(guan) 係,可以根據需要定義(yi) 雙字節數據,在該係統實際應用中,分別用k3007和k3008構成一個(ge) 雙字節數據,用k3009和k3010構成一個(ge) 雙字節數據。
(2) 過程數據輸出區在mc控製器應用
在實際應用中,mc控製器主要應用過程數據輸出區數值定義(yi) 以下參數:
p554=k3100 裝置控製字
p565.1=k3107 裝置複位控製
u710.003=k3202 位置控製信號啟動
u710.004=k3203 位置控製信號清除剩餘(yu) 位
u710.026=k3309 位置控製信號點動後退
u710.027=k3310 位置控製信號快慢速選擇
u710.028=k3311 位置控製信號點動前進
u710.029=k3312 位置控製信號模式選擇控製1#p#分頁標題#e#
u710.030=k3313 位置控製信號模式選擇控製2
u710.031=k3314 位置控製信號模式選擇控製3
u710.032=k3315 位置控製信號模式選擇控製4
u531=k3006 g功能mdi使能
u532=k3037 位置控製信號
u533=k3039 速度控製信號
(3) 過程數據輸入區在mc控製器的傳(chuan) 輸格式
過程數據輸入區pzd1-pzd10和mc控製器的參數p734.1-p734.10是一一對應的關(guan) 係,可以根據需要定義(yi) 雙字節數據,在該係統實際應用中,分別用p734.2和p734.3構成一個(ge) 雙字節數據,p734.7和p734.8構成一個(ge) 雙字節數據。
(4) 過程數據輸入區在mc控製器的實際應用
在實際應用中,mc控製器主要定義(yi) 以下參數進行過程數據輸入區數值傳(chuan) 送:
p734.1=k32 裝置狀態字
p734.2=kk120 位置實際值
p734.3=kk120 位置實際值
p734.5= k22 電流實際值
p734.6= k433 運行綜合信號
p734.7= kk91 速度實際值
p734.8= kk91 速度實際值
8 結束語
交流伺服控製在濟鋼連鑄機結晶器調寬係統的成功應用,實現了濟鋼1700連鑄-連軋係統不停機改變鑄坯斷麵的要求,從(cong) 而為(wei) 鑄坯熱裝和直接連軋創造了條件,充分滿足了軋鋼每個(ge) 單元內(nei) 多規格的要求,大大提高了連鑄及連軋的生產(chan) 能力和增加金屬收得率。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀


















 關注我們
關注我們