




1、 自定義(yi) 程序實現原理
1) PLC程序記錄用戶按鍵順序,來確定執行功能順序。
2)按鍵功能可以重複使用,若程序輸入錯誤可以按順序清除後重新輸入,或者撤銷一步清除一個(ge) 功能。
3)提供輸入點判斷功能(取物成功)用戶程序具有存儲(chu) 功能目前最多可以存儲(chu) 10組工藝程序。

PLC程序實現方法:
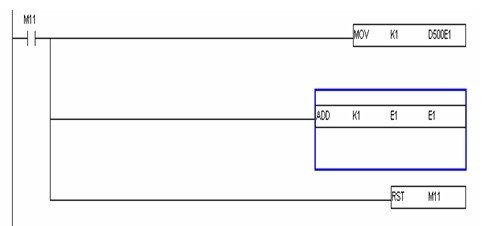
M11對應人機界麵上按鍵取物氣動,當按下按鍵後將按鍵對應的數值存儲(chu) 在PLC,D500開始的區間內(nei) ,使用E1做地址修飾。然後將E1自增1,複位M11,表示一個(ge) 動作已經存儲(chu) 完畢。用戶隻需要按安照工藝順序依次按下按鍵即可將動作順序存入PLC,根據PLC中存儲(chu) 的順序調用子程序。 當自動運行開始M1標誌有效,E2是自動程序順序指針初始值是1代表程序執行用戶所輸入的第一個(ge) 動作,每執行一個(ge) 動作E2自增一也就是D500E2地址偏移一個(ge) 位置。M100為(wei) 調用子程序標誌。每一個(ge) 動作就是一個(ge) 子程序。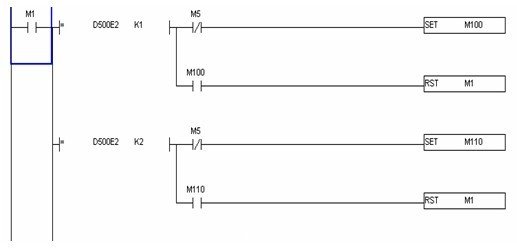
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們