




2、程序修改方法
當按下清除一步M2636標誌位有效,將指針計數E1自減1(即將D500E1地址倒退一步)並且將當前步的按鍵數值清除,並且複位M2636。程序也提供程序全部清除功能,如果需要也可以增加插入或修改某一條功能。
3、提供用戶所編寫(xie) 工藝程序顯示畫麵,在編寫(xie) 程序時候用戶可以隨時檢查輸入是否正確。具體(ti) 實現方法如下:

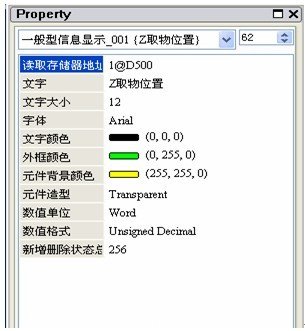
使用一般型信息顯示組件,將新增刪除狀態總數設置成256如下圖,數值單位WORD讀取地址D500通過更改組件編即對應D500數據區數值來顯示用戶所編寫(xie) 的工藝程序。
4、 程序具有實時監控功能
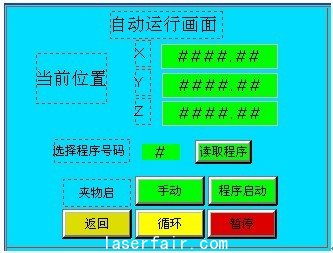
如上圖,“夾物啟”位置就是顯示目前程序所執行的步驟,本界麵也可以通過讀取程序按鍵來選取工藝程序。目前該程序在設備上運行穩定,用戶滿意。已經將原有PLC編寫(xie) 的程序完全替換掉。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們