




1、引言
天津羅升作為(wei) 一家傳(chuan) 動控製領域卓越品牌服務商,服務領域涉及機械製造業(ye) 、工廠自動化、航空/航天、電力、冶金、石化、醫療等領域。產(chan) 品係列主要涵蓋了:工業(ye) 液壓、電子傳(chuan) 動與(yu) 控製,直線傳(chuan) 動及控製、氣動傳(chuan) 動與(yu) 控製。
羅升的迪普馬液壓產(chan) 品,在板材折彎機控製中得到了大量應用。折彎機是一種用來彎曲板材的專(zhuan) 用機床。現代折彎機中迪普馬液壓產(chan) 品得到了廣泛的應用,在這些液壓控製係統中,大都用到了使用比例控製技術,機床擁有靈活的專(zhuan) 門用於(yu) 折彎機的數控係統,因為(wei) 可作為(wei) 高度自動化操作,實現高精密的彎曲板材。使用數控折彎機,在加工複雜形狀板材時,可獲得高生產(chan) 效率和高品質製件,取得較高的經濟效益。
1.1 折彎機的功能和運行過程
數控折彎機主要為(wei) 上活塞式壓機,其主要工作特點是,由兩(liang) 隻平行運動的工作液壓缸形成垂直向下的壓力,以驅動折彎梁上的模具進行折彎工作。其數控式迪普馬液壓控製係統,主要是控製折彎過程的同步運行和液壓缸在機器滿負荷工作時在下死點的定位。
上折彎梁的典型折彎工藝運動循環階段有:
(1)靜止狀態
折彎機的靜止位置是上折彎梁在上死點。為(wei) 了防止產(chan) 生不受控的向下運動,係統用一隻無泄露背壓閥封閉了液壓缸的有杆腔。
(2)向下運動
普通折彎機的下行快速關(guan) 閉運動大都采用自由落地形式,也就是通過折彎機梁及各附件的自重產(chan) 生運動。在此過程中,液壓缸無杆腔通過一個(ge) 充液閥補油,此時有杆腔將產(chan) 生背壓。快進速度可達250mm/s) 則由比例方向閥開環或閉環控製。快進運動從(cong) 上死點開始,經過一個(ge) 短暫的刹車階段後,在距折彎板材最大距離6mm處結束。各種不同的折彎機要求不同的快進結束位置。
(3)衝(chong) 壓/折彎
衝(chong) 壓/折彎階段從(cong) 無杆腔建壓開始。衝(chong) 壓速度一方麵受到油泵供油量的限製,另一方麵,可通過比例閥方向閥來調節。同時,方向閥也控製折彎梁的同步運行和下死點的定位。衝(chong) 壓力的限製則由比例溢流閥限製泵的壓力來完成。相應的速度、同步、定位和壓力的給定值均來自數控器。
(4)減壓
無杆腔的減壓或者是在到達下死點時開始,或者是在持續了一個(ge) 短的保壓時間之後開始,這樣就變形材料一定的時間產(chan) 生流動,因此能進一步提高製件的尺寸精度。保壓和減壓均由比例方向閥按著數控器的指令來完成。據要求的運行循環時間,須使減壓時間盡可能地短;但是為(wei) 了避免在整個(ge) 係統中產(chan) 生卸荷衝(chong) 擊,又要求足夠長。總之,減壓曲線不允許太陡要求平穩。整個(ge) 過程的優(you) 化則通過比例方向閥來實現。
(5)回程
泵的流量和液壓缸的有杆腔承壓麵積,決(jue) 定了最大回程速度,在大多數情況下,接近快速速度。回程從(cong) 有杆腔減壓開始到上死點結束。回程也同樣要求同步運行。
1.2 數控折彎機液壓控製係統的幾種形式
數控折彎機的液壓控製形式,在生產(chan) 製造中,要求有自動化程度高和標準率。為(wei) 此,折彎機應具有將液壓係統集成於(yu) 機器內(nei) 的高集成率。因此,機架就成了液壓件安裝的基礎,並通過它將油箱集成於(yu) 衝(chong) 壓架內(nei) 。對各種要求不同的用戶,這種集成率也不相同。
一般有兩(liang) 種款式分別如下:
(1)三控製閥塊
這種款式擁有三個(ge) 控製閥塊。兩(liang) 個(ge) 帶有所屬的間板充液閥的主控製閥塊直接安裝在液壓缸上,實現了主控製塊與(yu) 液壓缸之間的無管連接。主控製閥塊主要由比例方向閥、帶位置監控的換向閥和背壓插裝組件組成。比例換向閥在折彎機中起著關(guan) 鍵的作用,它與(yu) 數控器一起決(jue) 定了上折彎梁的運動方向、速度以及同步精度和定位精度。目前的控製塊係列都配備有集成電子放大器的比例換向閥,數控器能直接控製該閥。背壓組件(一般由換向閥及兩(liang) 個(ge) 溢流閥組成)相應於(yu) 客戶的要求為(wei) 無泄漏型式。吸油閥負責快進中無杆腔充油和回程中無杆腔中大流量油的回泄。上述兩(liang) 個(ge) 控製塊加上第三個(ge) 控製塊——泵控製塊,形成了完整的三控製閥塊結構。這裏最主要的安裝件是比例溢流閥和一個(ge) 最大的壓力截止閥,以及作為(wei) 充液閥的先導閥的位置檢測換向閥。
典型三控製塊液壓係統如下:
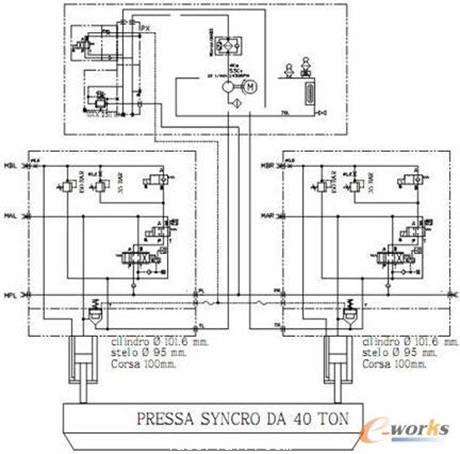
比例溢流閥根據數控器的給定值調定最大的衝(chong) 壓壓力,與(yu) 並聯連接的手調式溢流閥負責整套係統的壓力保險,特別是針對在泵上的來自數控器的過高的給定值。
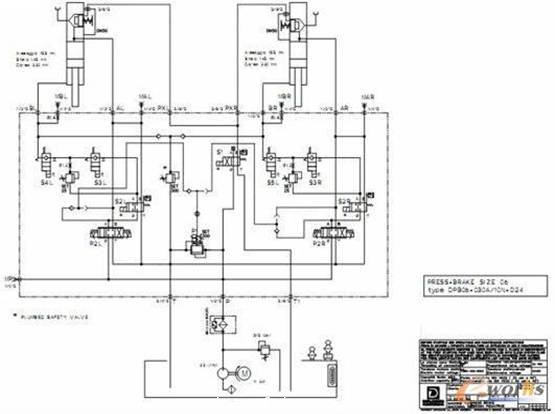
(2)中央控製塊
中央控製塊型式就是把三個(ge) 控製閥塊合成一個(ge) 控製塊。它主要應用在某些特殊結構的折彎機中(例如機器高度受限的情況)。
由於(yu) 控製原因,控製塊與(yu) 兩(liang) 個(ge) 衝(chong) 壓液壓缸間的連接管道必須要對稱布置,而且要保證不超過兩(liang) 隻液壓缸間的最大允許間距(約3m),因此中央控製塊要盡可能布置在機器的中央。控製塊通過管道與(yu) 液壓缸相連。在這種款式中,采用了法蘭(lan) 式充液閥,直接安裝在於(yu) 液壓缸上,並有吸油管與(yu) 油管相連。充液閥的緊湊結構適應了整體(ti) 高度很低的折彎機的需要。
典型中央控製閥型式液壓係統圖如下:
2、折彎機迪普馬液壓產(chan) 品係列介紹
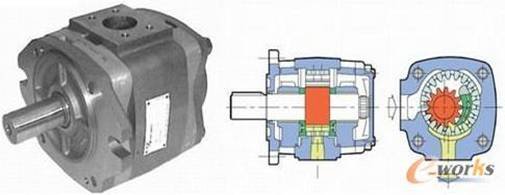
2.1 迪普馬IGP係列內(nei) 齧合齒輪泵
該泵同時采用徑向和軸向壓力補償(chang) ,工作噪聲低,容積效率高。並采用了優(you) 化的載荷分布設計和特殊的滑動軸承,使泵高壓下可連續運行,延長了泵的使用壽命。
工作壓力33Mpa,峰值壓力可達34.5Mpa.排量可從(cong) 3.6~251.7 cm3/rpm .所有的尺寸規格和排量可以相互任意組合。
2.2 位置檢測型電磁方向閥DS*M
DS*M係列閥芯檢測型電磁方向閥裝有感應近程式傳(chuan) 感器可指出閥芯位置,尤其是常閉觸點的PNP型傳(chuan) 感器可指示出閥芯在原位(電磁閥斷電)的位置。如果連接到數控器電路中就可識別出方向控製閥的狀態從(cong) 而可對整合功能進行控製。回油口(T口)耐壓力高,在靜態狀況下可達100bar,動態狀況下可達50bar.

2.3 集成數字式比例方向閥及壓力閥
DS*J 係列閥是一種閥芯位移檢測直動式集成電控伺服比例方向閥。該閥可應用於(yu) 高動態特性液壓執行機構的位置和速度控製,該閥開度及流量可連續調節並與(yu) 輸入的參考信號成正比。
PRE*G係列比例壓力閥是一種集成電控的先導式比例溢流閥,通常用於(yu) 精確液壓係統壓力,且壓力可連續調整,與(yu) 參考信號成比例。最大控製壓力可達350bar。

2.4 DXJ*係列直動式伺服閥和DS*J係列伺服比例閥
DXJ*係列閥是一種四邊滑閥式伺服閥。該閥由力矩馬達驅動,具有良好的動態性能,且不受係統壓力的影響。閥芯位置通過位移傳(chuan) 感器(LVTD)反饋,構成閉環係統,從(cong) 而保證了很好的精度和重複性。該閥具有很小的功耗,非常適用於(yu) 位置、速度、壓力的閉環控製。在電源切斷或者參考信號為(wei) 零時,其閥芯自動退回中位,且中位泄漏量很小,此值與(yu) 係統壓力有關(guan) 。#p#分頁標題#e#

3、結束語
液壓數控折彎機是一種高自動化板材加工機床,因此配置了高性能的液壓元件,羅升公司能夠提供折彎機所需的所有高性能液壓件。公司致力於(yu) 與(yu) 供應商和客戶的良好合作,並將一如既往根據客戶需求,提供優(you) 良性價(jia) 比的液壓元件及係統。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們