




1、引言
近年來,隨著我國自動化技術的提高,工廠自動化也上了一個(ge) 新台階。PLC作為(wei) 一個(ge) 新興(xing) 的工業(ye) 控製器,以其體(ti) 積小,功能齊全,價(jia) 格低廉,可靠性高等方麵具有獨特的優(you) 點,在各個(ge) 領域獲得了廣泛應用。
作為(wei) 國內(nei) 最大的印刷機生產(chan) 廠家---北人集團公司,為(wei) 了使產(chan) 品性能穩定,易於(yu) 維護,我們(men) 采用了以PLC為(wei) 主控器的控製方案。由於(yu) 雙色印刷機要求易於(yu) 操作,精度高,故其輸入,輸出點較多,因此采用了雙機通訊。上位機采用三菱FX2N-80MR+32EX+4D/A,主要負責主傳(chuan) 動的控製,各機組離合壓的控製,以及氣泵,氣閥的控製等。下位機采用三菱 FX2N-64MR+4A/D,主要負責水輥電機的控製,主傳(chuan) 動的調速輸出,調版電機數據采集等。同時選用了一台三菱5.7寸觸摸屏,主要負責水輥電機速度顯示,調版顯示,以及整機故障顯示等。本係統運行可靠,維護方便,操作簡便直觀,大大提高了膠印機的檔次,受到用戶好評。
2、係統結構
本係統結構圖如下:
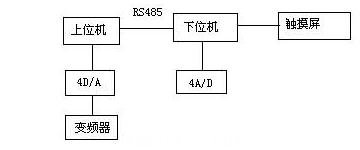
其中,上位機與(yu) 下位機采用了RS485通訊,通訊方便,可靠。對多色機而言,安全因素很重要。在設計中,每個(ge) 機組既要考慮到安全控製,其中包括本位機組的急停,安全按鈕;還要考慮方便操作,包括每個(ge) 機組均應有正點,反點按鈕。因此,一方麵輸入點增加很多;另一方麵,走線也很不方便。采用雙機通訊,可以很好地解決(jue) 此問題,各機組的走線可以按照就近原則,進入離它較近的控製櫃內(nei) ,既節省了走線,也方便了控製。
由於(yu) 印刷機是一個(ge) 精度較高的機械,印刷品的好壞一方麵在於(yu) 機械加工以及安裝的精度,另一方麵,也取決(jue) 於(yu) 水路,墨路的平衡以及合壓的準確性。雙色機的每一色組,都有水路和墨路裝置。為(wei) 了便於(yu) 水輥速度的調節,每根水輥都用一個(ge) 變頻器控製,同時,主電機速度也需要變頻器調節。因此,為(wei) 了實現多路速度調節,我們(men) 采用了三菱4D/A數模轉換器,它將PLC方給出的數字量,根據相應的算法,轉換成0~10V直流電壓輸出,很好地實現了多路速度調節要求。
在印刷過程中,調版是一個(ge) 比較繁瑣的過程。尤其對多色機來說,各組版對正的精度會(hui) 對印品產(chan) 生很大的影響。如果套印不準,印刷品就會(hui) 出現字麵重疊或影像不清。一般來說,印版軸向調節範圍為(wei) -2mm~+2mm ,周向調節範圍為(wei) -1mm~+1mm。如果使用手動調版,會(hui) 浪費很多時間,而且精度不高。為(wei) 了實現自動打版,我們(men) 在版輥上安裝了電位器,通過電位器將模擬量傳(chuan) 送給4A/D,經過PLC處理,可將版輥的轉動精度很好地控製在打版範圍內(nei) 。
觸摸屏作為(wei) 一種新型的人機界麵,從(cong) 一出現就受到關(guan) 注,它的簡單易用,強大的功能及優(you) 異的穩定性使它非常適合用於(yu) 工業(ye) 環境。用戶可以自由地組合文字,按鈕,圖形,數字等來處理或監控管理隨時可能變化的信息。隨著機械設備的飛速發展,以往的操作界麵需由熟練的操作員才能操作,無法提高效率。但使用人機界麵,能明確指示並告知操作員機器設備目前的狀況,使操作變得簡單生動。使用觸摸屏,還可以使機器配線標準化,簡單化,同時也能減少PLC控製所需的I/O點數,降低生產(chan) 成本,也相對提高整套設備的附加價(jia) 值。三菱觸摸屏和三菱PLC有很好的通用性,能在線監視並修改程序,不必很麻煩的重複插拔接口。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們