





3、軟件設計
3.1 給紙設計
印刷機整體(ti) 的電氣設計還是比較複雜的,對時間的要求也很嚴(yan) 格。在機器的很多地方裝有接近開關(guan) ,用來檢測不同的時間點。在印刷過程中,走紙的好壞是影響機器質量的一個(ge) 重要環節。所謂紙走的好壞,指的是無歪張,雙張等現象,如果有歪張,雙張現象,在高速情況下,就會(hui) 將走壞的紙,卷入機器內(nei) ,從(cong) 而破壞膠皮,給用戶帶來很大損失。此過程流程如下:
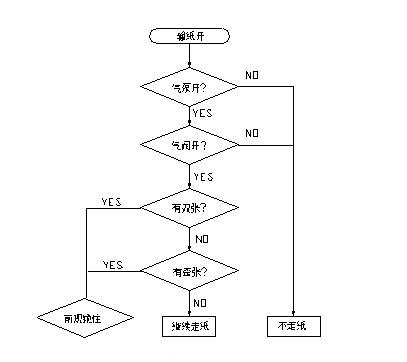
在實驗中,我們(men) 發現,按照上述流程編製的程序,在低速沒有問題,但速度增高至7000r/h後,就會(hui) 出現歪張鎖不住現象。究其原因,主要是因為(wei) 光頭反應時間和磁鐵動作時間滯後造成。程序在執行過程中,采用循環掃描方式,為(wei) 了讓電磁鐵輸出提前,在設計中,我采用了中斷和三菱編程指令的輸入輸出刷新指令,使電磁鐵輸出立即執行,提前了電磁鐵動作時間,即使在12000r/h的速度下,也能很好的鎖住有故障的紙張,解決(jue) 了給紙的一大難題。
3.2離合壓設計
離壓,合壓在印刷中具有很重要的作用。離合壓的準確性,對印品質量的好壞有著直接的影響。合壓過早,會(hui) 弄髒壓印輥筒,給操作帶來很多不便;離壓過早,會(hui) 使最後一張紙印不上完整的圖案,造成紙張浪費。 在設計中,離壓,合壓的程序流程如圖所示:
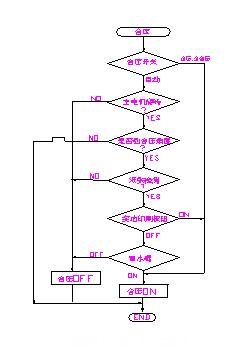
印刷時,版輥筒與(yu) 膠皮輥筒先合壓,膠皮輥筒與(yu) 壓印輥筒後合壓。在我們(men) 的機器中,合壓全部采用了氣動裝置,每個(ge) 氣缸都有一個(ge) 動作時間。由於(yu) 印刷速度是多段速,在3000~12000r/h之間,根據用戶需要可選擇不同的速度。但是,氣缸動作時間是一定的,齒輪轉過角度是一定的,因此,機器速度不同時,合壓時間也不同。為(wei) 了解決(jue) 此問題,我們(men) 根據理論計算值,找出對於(yu) 不同機器速度時,機器的延時時間。采用比較指令,當機器段速與(yu) 理論值相等時,延時相應的時間,使壓印輥筒與(yu) 膠皮輥筒準確合壓。經過多次試驗,離壓,合壓都沒有問題。
3.3 人機界麵設計
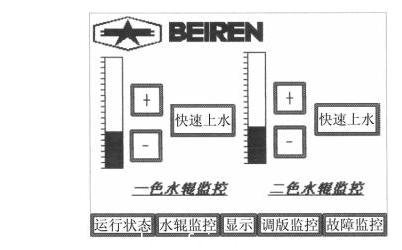
在人機界麵中,設計了7幅畫麵,包括整體(ti) 圖形,故障顯示,機器速度和計數顯示,水輥速度顯示,調版監控等。故障顯示使用指示器,給出位元件即可實現閃動效果,讓操作者很方便的知道故障部位,整體(ti) 感很好。在水輥速度顯示中,設計了一個(ge) 柱狀圖,可以顯示水量增加大小,隻需按下柱狀圖,就可增加水量,同時也可方便監控。如圖所示:
4. 結束語
印刷機的一套電氣設計屬於(yu) 係統設計,包括硬件,軟件設計,涵蓋範圍較廣。這裏,我隻簡單介紹了其中比較重要的幾部分,其它細節還有很多,這裏不再一一列舉(ju) 。使用三菱的一套控製係統,感覺可靠,方便,在機器批量生產(chan) 過程中,沒有發現大問題。其PLC功能齊全,可靠耐用,指令簡潔,與(yu) 其他產(chan) 品相比,感覺三菱整體(ti) 軟件係統界麵都比較友好,給用戶編程,維修都帶來極大方便。其觸摸屏與(yu) PLC有很好的通用性,可通過觸摸屏]監視並修改程序,這是其它產(chan) 品所不能匹及的。總之,三菱的工控元件給設計人員和用戶都帶來了很多方便。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀


















 關注我們
關注我們