




4 驅動程序(梯形圖)設計
4.1 總程序結構設計
手動、自動、單步、車螺紋程序的選擇采用跳轉指令實現。圖3是總程序結構框圖。若合上X12(X13、X14、X15斷開),其常閉斷開,執行手動程序;若X12斷開,X13全上,程序跳過手動程序,指針到P0處,執行自動程序。
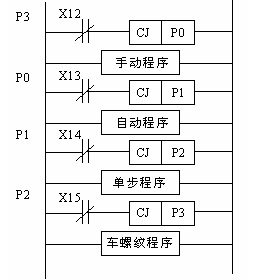
圖3 總程序框圖
4.2 手動程序梯形圖設計
手動程序、自動程序需根據具體(ti) 零件設計,這裏僅(jin) 以Z向快進、工進、快退的動作為(wei) 例加以說明。其梯形圖如圖4所示。
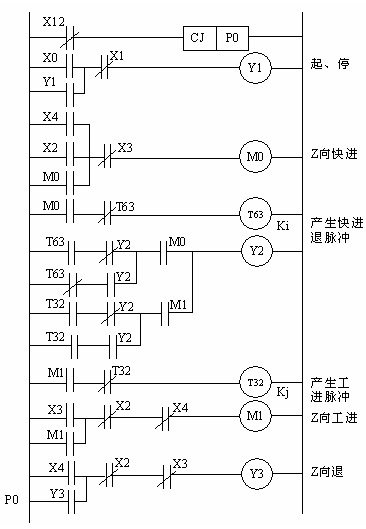
圖4 Z向手動程序梯形圖
在執行手動程序狀態下,按X0,Y1接通,作好起動準備。按X2,輔助繼電器M0接通。通過T63計時及Y2觸點組合,產(chan) 生頻率為(wei) 103/2i的脈衝(chong) 信號(i為(wei) 計時時間,根據需要設定,單位為(wei) ms),驅動Z向快進。當按下X3時(M0斷開),M1接通,M1與(yu) 定時器T32組合使Y2產(chan) 生頻率為(wei) 103/2j的脈衝(chong) (j》i),由Y2輸出,實現工進。按下X4時,M0、Y3同時接通,電機快速反轉,實現快退。限於(yu) 篇幅,其它程序梯形圖略。[2]
5 結束語
數控車床在我國機械製造業(ye) 中的應用正在迅速發展,但高精度數控機床價(jia) 格昂貴,而且在實際生產(chan) 中有大量形狀不太複雜、精度要求一般的零件,這就需要精度一般的數控車床加工。同時,我國現有大量可用的普通車床,對這些車床進行數控化改造是用少的投資來提高生產(chan) 效率、提高效益的有效途徑。以前車床數控化改造用的是Z80、8031芯片作數控係統的核心部件,它的價(jia) 格較貴且係統較複雜。用PLC作為(wei) 車床的數控係統,有成本低、係統簡單、調整方便等優(you) 點,必將會(hui) 得到廣泛應用。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們