




1.2刀架控製係統結構和原理
數控刀架是數控車床的關(guan) 鍵配套件,為(wei) 數控車床三大功能部件之一。通過它來實現數控車床刀具的自動切換。任何係列,各種型號的數控刀架均采用端齒盤作為(wei) 刀架定位元件。通過電機或活塞驅動各種傳(chuan) 動機構變換刀具位置,由傳(chuan) 感器將刀架工位號反饋給數控係統來完成刀具的正確切換。
刀架控製係統由九大原件組成:控製器、變壓器、整流板、驅動器、步進電機、絲(si) 杠、刀架電機、刀架台、繼電器。其中驅動器我們(men) 將有下一章節驅動控製係統著重介紹,繼電器將在輔助控製係統中介紹,這一章我們(men) 著重介紹步進電機、絲(si) 杠整流板在刀架控製係統中的作用。
刀架控製原理圖如圖1.2.1所示:
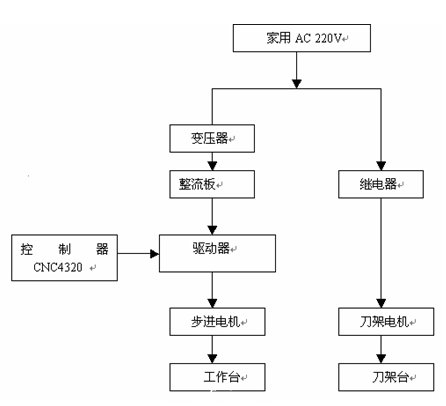
圖1.2.1 刀架控製原理圖
步進電機又稱脈衝(chong) 電動機或階躍電動機,國外一般稱為(wei) Step motor或Stepping motor、Stepper,等等。就傳(chuan) 統的步進電動機來說,步進電動機可以簡單地定義(yi) 為(wei) ,根據輸入的脈衝(chong) 信號,每改變一次勵磁狀態就前進一定角度(或長度),若不改變勵磁狀態則保持一定位置而靜止的電動機。從(cong) 廣義(yi) 上講,步進電動機是一種受電脈衝(chong) 信號控製的無刷式直流電動機,也可看作是在一定頻率範圍內(nei) 轉速與(yu) 控製脈衝(chong) 頻率同步的同步電動機。
這裏使用的是二相混合式步進電機,利用位移與(yu) 輸入脈衝(chong) 信號數相對應,步距誤差不長期積累的特點,組成結構簡單又具有一定精度的開環控製係統,即刀架控製係統驅動的執行部分。實物圖如圖1.2.2所示
圖1.2.2 步進電機實物圖
整流板是用來將交流電進行整流,變成直流電以提供給驅動器使用,其原理為(wei) 橋式整流電路原理,原理圖如圖1.2.3所示:
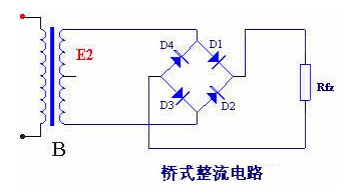
圖1.2.3 橋式整流電路原理圖
橋式整流電路的工作原理如下:e2 為(wei) 正半周時,對D1 、D3 和方向電壓,Dl,D3 導通;對D2 、D4 加反向電壓,D2 、D4 截止。電路中構成e2 、Dl、Rfz 、D3 通電回路,在Rfz ,上形成上正下負的半波整洗電壓,e2 為(wei) 負半周時,對D2 、D4 加正向電壓,D2 、D4 導通;對D1 、D3 加反向電壓,D1 、D3 截止。電路中構成e2 、D2 Rfz 、D4 通電回路,同樣在Rfz 上形成上正下負的另外半波的整流電壓。
其工作時的電流流向,實物圖如圖1.2.4所示:
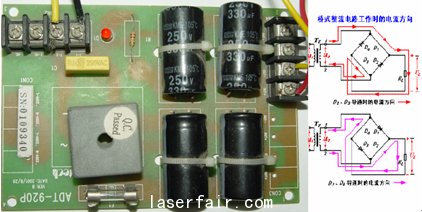
圖1.2.4 橋式整流電路工作時的電流流向,實物圖
滾珠絲(si) 杠是相對於(yu) 原來的T形螺紋絲(si) 杠而言的。其原理就是轉動變平動,絲(si) 杠轉動。螺紋帶動滾珠軸承在杆上滑動。跟絲(si) 杠的原理差不多,隻是加上滾珠而已。原來絲(si) 杠螺紋副轉動時摩擦比較劇烈,在內(nei) 螺紋與(yu) 外螺紋之間加上滾珠後,就變為(wei) 滾動摩擦,改善摩擦條件,從(cong) 而使摩擦阻力減小為(wei) 原來的1/50。從(cong) 而也可使其達到高速運轉.筆者看到一份資料顯示現在最高的絲(si) 杠允許速度達到了200m/min.直追直線電機,,是由日本生產(chan) ,其原理大致是在螺帽和絲(si) 杠之間放入滾珠,然後在螺帽上加入返向器,使滾珠在裏循環滾動。
其實物圖如圖所示:

圖1.2.5 滾珠絲(si) 杠實物圖
這裏步進電機帶動滾珠絲(si) 杠旋轉,對刀架台X,Z相位置進行精確定位,實現工件的精確加工。控製器中有關(guan) 刀架控製係統的指令主要有T指令,其指令格式如下:
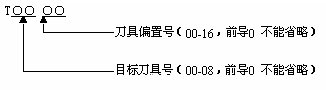
指令功能:自動刀架換刀到目標刀具號刀位,並按指令的刀具偏置號對應的刀具偏置執行刀具長度補償(chang) 。 刀具偏置號可以和刀具號相同,也可以不同,即一把刀具可以對應多個(ge) 偏置號。對應刀具偏 置號為(wei) 00 的刀具偏置為(wei) X=0、Z=0,係統為(wei) 無刀具補償(chang) 狀態,即:係統的坐標偏移為(wei) 0(未 進行坐標偏移)。在執行了刀具長度補償(chang) 後,執行 T□□00,係統將按當前的刀具偏置反向 偏移係統坐標,係統由已執行刀具長度補償(chang) 狀態改變為(wei) 未補償(chang) 狀態,顯示的刀具偏置號為(wei) 00 這個(ge) 過程稱為(wei) 取消刀具長度補償(chang) ,簡稱:取消刀補。如:T0101表示選擇1號刀並執行1號刀偏;T0102表示選擇1號刀並執行2號刀偏;T0301表示選擇3號刀並執行1號刀偏。
1.3 驅動控製係統結構和原理
相信大家在看了上一章節的刀架控製係統後一定會(hui) 注意到這樣的一個(ge) 器件:驅動器。這就是我們(men) 這一章節重點介紹的驅動控製係統的一個(ge) 主要元器件。驅動器可以將控製器輸入的低電壓轉化為(wei) 步進電機需要的高電壓輸出,它的作用是接收控製器CNC4320的控製指令即脈衝(chong) 信號驅動步進電機按設定的方向轉動一個(ge) 固定的角度(及步進角)。
驅動器Q2BYG2245AM的實物圖如圖1.3.1所示。

圖1.3.1 驅動器的正視和俯視實物圖
驅動控製係統的原理圖如圖1.3.2所示。
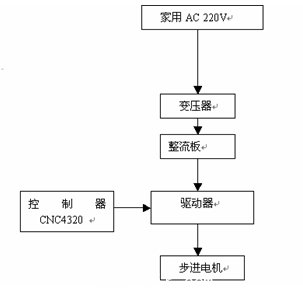
圖1.3.2 驅動控製係統的原理圖
CNC4320控製器有關(guan) 驅動器的指令有很多部分如下表1.3-a。
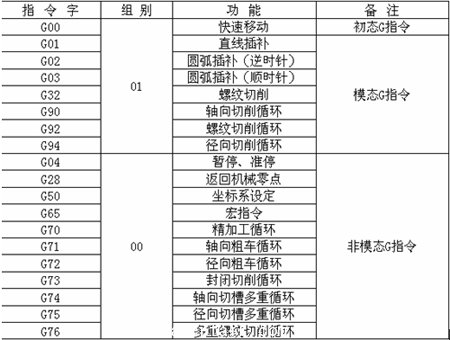
表1.3-a
其實大部分指令都與(yu) 驅動器有關(guan) ,因為(wei) 是它驅動刀架台在X,Z 軸的前後左右的運動。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們