




1 引言
近年來隨著計算機技術的飛速發展及複雜模具的編程加工要求,計算機自動編程技術在快走絲(si) 電火花線切割機床上的應用日益普遍,快走絲(si) 線切割機床控製器的控製方式也從(cong) 以電氣靠模仿形控製和光電跟蹤控製為(wei) 主轉變成以數字程序控製為(wei) 主。目前快走絲(si) 線切割機床的控製器主要有兩(liang) 類,一種是集自動編程與(yu) 數控加工於(yu) 一體(ti) 的計算機控製係統;另一種則是不具有自動編程功能的單板機控製係統。其中單板機控製器式線切割機床因機床價(jia) 格低廉及可維修性好等原因,在模具生產(chan) 企業(ye) 及各職業(ye) 院校中得到了廣泛應用。然而由於(yu) 單板機控製器式線切割機床不具備自動編程功能,因而在操作中需要加工人員進行手工編程及鍵盤輸人程序,從(cong) 而導致在加工中容易出現編程錯誤及程序輸人錯誤等問題。為(wei) 了提高編程的效率及程序輸人的準確性,如何將CAM技術與(yu) 單板機控製器式線切割機床進行有效結合成為(wei) 急待解決(jue) 的一個(ge) 問題。下麵筆者以CAXA線切割軟件與(yu) 寧波海曙富茂DK7735機床的HS98Z單板機為(wei) 例,說明如何通過CAXA軟件與(yu) 線切割單板機聯機實現CAD/CAM化改造。
2 基本思路
要在單板機控製器式線切割機床上實現CAD/CAM化改造,需要解決(jue) 的問題主要有兩(liang) 個(ge) :一是需要一套CAM軟件以解決(jue) 繪圖及自動編程的問題;第二是需要將計算機與(yu) 線切割控製器進行聯機通訊,從(cong) 而解決(jue) 加工程序的輸人問題。CAXA線切割軟件是以CAXA公司的主要CAD軟件電子圖板為(wei) 平台的二維CAM軟件,具有CAXA電子圖板所有的繪圖功能並在圖形方麵增加了花鍵、位圖矢量化及輪廓文字功能,加工方麵則具有軌跡操作模塊、代碼生成模塊、代碼傳(chuan) 輸與(yu) 後置處理模塊等。寧波海曙富茂DK7735機床的HS98Z單板機配置有一個(ge) 15針的電報頭接口,因此我們(men) 可以利用CAXA軟件的CAD功能繪製加工圖樣,然後利用軌跡操作模塊與(yu) 代碼生成模塊自動生成數控加工代碼,最後利用其代碼傳(chuan) 輸功能將數控代碼通過通信電纜直接從(cong) 計算機傳(chuan) 輸到線切割機床上進行加工,從(cong) 而解決(jue) 鍵盤輸人的繁瑣和易出錯等問題,節約鍵盤輸人程序和檢查程序的時間,達到提高生產(chan) 效率和加工質量的目的。其具體(ti) 流程如圖1所示。

3 CAXA軟件與(yu) 線切割機床的通信
線切割機床按加工原理可分為(wei) 快走絲(si) 機床和慢走絲(si) 機床兩(liang) 類。CAXA線切割VZ軟件可以生成快走絲(si) 機床的3B、4B代碼和慢走絲(si) 機床的G代碼。對於(yu) 慢走絲(si) 機床,一般采用標準的RS一232C串行口通信,通信方式和數控銑床的通信方式一致;而快走絲(si) 機床的通信則比較雜,根據機床的不同,CAXA軟件提供兩(liang) 種方式,即一種用機床本身的電報頭接口和計算機並口連接進行通信,另一種是用機床的光電口接口和計算機的並口通信。
(1) CAXA線切割軟件的代碼傳(chuan) 輸功能。
CAXA線切割軟件提供的代碼傳(chuan) 輸功能包括應答傳(chuan) 輸、同步傳(chuan) 輸、串口傳(chuan) 輸和紙帶穿孔四種方式。國內(nei) 快走絲(si) 線切割控製器絕大多數采用應答傳(chuan) 輸和同步傳(chuan) 輸兩(liang) 種方式。其中應答傳(chuan) 輸是將加工代碼以模擬電報頭的方式傳(chuan) 輸給線切割控製器,由機床輸出的脈衝(chong) 信號控製計算機發送數據的速度;而同步傳(chuan) 輸則采用模擬光電頭的方式,將加工代碼快速同步傳(chuan) 輸給線切割機床,由計算機發出同步信號驅動機床接收數據。
(2) 應答傳(chuan) 輸接線圖。
CAXA線切割軟件是通過計算機並口的2、3、4、5、6針腳輸出模擬電報頭的5排數據孔的高低電平信號。在應答傳(chuan) 輸方式下計算機並口與(yu) 線切割控製器通信口的常用接線圖如圖2所示。值得注意的是不同的生產(chan) 廠商其連線方式可能不一樣,操作者應以廠家的規定為(wei) 主。例如寧波海曙富茂線切割機床的接線方式就與(yu) 圖2所示接線圖稍有差別,其應答傳(chuan) 輸接線圖如圖3所示,在進行計算機與(yu) 線切割控製器之間的通訊前必須按圖製作通信電纜。
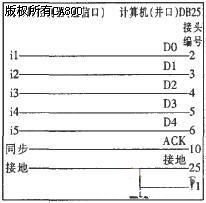
圖2應答傳(chuan) 輸接線圖
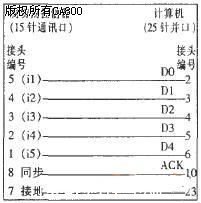
圖3寧波海曙富茂機床應答傳(chuan) 輸接線圖
(3) 同步傳(chuan) 輸接線圖。
與(yu) 應答傳(chuan) 輸類似,同步傳(chuan) 輸也是通過計算機並口的2、3、4、5、6針腳輸出信號模擬光電頭的方式。在同步傳(chuan) 輸方式下計算機並口與(yu) 線切割控製器通信口的常用接線圖如圖4所示。
(4) 傳(chuan) 輸參數設置。
在使用通信電纜將計算機與(yu) 線切割控製器聯接後,還需進行傳(chuan) 輸參數設置。在CAXA線切割軟件主菜單中單擊[線切割】>[代碼傳(chuan) 輸】>[傳(chuan) 輸設置]命令,係統會(hui) 彈出“傳(chuan) 輸參數設置”對話框,此時可設置應答傳(chuan) 輸和同步傳(chuan) 輸的參數,其主要設置參數包括有效電平、暫停碼、代碼格式及端口地址等。國內(nei) 快走絲(si) 線切割控製器生產(chan) 標準一般為(wei) :應答傳(chuan) 輸的單板機是低電平有效,暫停符為(wei) D;而同步傳(chuan) 輸的單板機是高電平有效,暫停符為(wei) D。
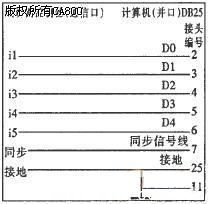
圖4 同步傳(chuan) 輸接線圖
4 CAXA線切割軟件的後置處理設置
後置處理設置是針對不同數控係統的機床來設置不同的機床參數和數控代碼。CAXA線切割軟件後置處理設置提供了通用化的數控係統配置方法,並能根據不同數控係統而生成不同的配置文件。操作者在進行後置處理時就可根據機床的數控係統來選擇相應的配置文件來生成相應的數控代碼,以保證所生成的代碼無須進行修改便可被線切割控製器直接解讀。單擊CAXA線切割軟件主菜單中的[線切割】>[R3B後置設置】命令,可以從(cong) 係統彈出的“R3B設置”對話框中選擇不同的線切割機床型號或自行設置參數。本文是以海曙線切割機床為(wei) 例,則可在該對話框中直接選擇“海曙”型號。
5 CAXA與(yu) 線切割單板機聯機實現CAD繪圖及CAM加工
在完成以上設置後,我們(men) 就可通過CAXA軟件與(yu) 線切割機床控製器聯機而實現CAD設計及CAM加工。具體(ti) 操作如下:
(1) 加工圖樣設計。
CAXA線切割的圖形繪製功能十分強大,包括各種基本圖形繪製、組合曲線、二次曲線、等距線,以及對曲線的裁剪、過渡、平移、縮放、陣列等幾何變換。高精度列表曲線功能采用了國際上CAD/CAM軟件中最通用、表達能力最強的NURBS曲線,可以隨意生成各種複雜曲線,並對加工精度提供了靈活的控製方式;公式曲線功能可以通過輸人公式來自動生成圖形,並生成線切割加工程序;掃描圖象矢量化功能則可通過掃描儀(yi) 將圖片或實物轉換為(wei) 圖象來輸人電腦,由軟件對輸人的圖象進行矢量化處理,生成矢量圖,並生成加工代碼,從(cong) 而解決(jue) 無尺寸圖形,或有實物、無圖紙的零件加工編程。CAXA線切割還提供了兩(liang) 個(ge) 實用的零件設計模塊:齒輪設計和花鍵設計,輸人任意的模數、齒數等齒輪相關(guan) 參數,由軟件自動生成內(nei) 齒輪、外齒輪、花鍵的加工代碼,可用於(yu) 解決(jue) 任意參數的齒輪加工問題。
(2) 軌跡生成。
線切割加工軌跡的生成是產(chan) 生數控加工程序的基礎。CAXA線切割軌跡生成模塊的主要作用是針對現有的CAD輪廓,結合各項工藝參數,由計算機自動生成相應的加工軌跡。其具體(ti) 操作內(nei) 容包括軌跡生成、軌跡跳步、取消跳步、軌跡仿真和切割麵積查詢等。在已有CAD輪廓線的基礎上,單擊【線切割】>【軌跡生成】命令,在彈出的“線切割軌跡生成參數表”中設置好各項切割參數及補償(chang) 值後,選擇加工輪廓並確定加工的側(ce) 邊、補償(chang) 方向、穿絲(si) 點及退出點即可生成加工軌跡。#p#分頁標題#e#
(3) 軌跡仿真。
生成加工軌跡後,係統可對加工軌跡進行動態或靜態的加工仿真,從(cong) 而模擬實際加工過程中切割工件的情況。
(4) 代碼生成及校核。
要得到線切割機床的數控程序,需要進行代碼生成處理,即結合特定機床選擇相應後置處理器將加工軌跡轉化為(wei) 機床代碼。單擊【線切割】>【生成3B代碼】命令,給定代碼文件名後,選擇加工軌跡即可生成線切割數控加工程序。為(wei) 了檢查加工代碼程序的準確性,還可以利用【線切割】>【校核B代碼】命令對數控代碼進行反讀,生成相應的軌跡圖形來校核3B代碼。
(5) 代碼傳(chuan) 輸。
生成代碼文件後,根據線切割控製係統的不同而選用不同的傳(chuan) 輸方法。寧波海曙富茂線切割機床采用的是應答傳(chuan) 輸方式,因此在進行程序代碼傳(chuan) 輸時應單擊【線切割】>【代碼傳(chuan) 輸】>【應答傳(chuan) 輸】命令,選擇要傳(chuan) 送的線切割加工代碼文件,將線切割機床控製器置於(yu) 接收信號狀態後單擊鼠標或回車即可進行代碼傳(chuan) 輸。
(6) 機床加工。
線切割機床控製器接收完加工代碼後,操作人員就可裝夾、校正及固定工件,在完成穿絲(si) 並對電極絲(si) 進行定位後,可以直接從(cong) 控製器中調出加工程序,選擇合理的電參數進行切割加工。
6 結束語
隨著計算機在工業(ye) 領域的應用越來越廣泛CAD/CAM技術也越來越重要。CAXA線切割作為(wei) 國產(chan) 優(you) 秀的CAD/CAM集成軟件,克服了原來普遍使用的線切割自動編程軟件CAD功能不強及操作複雜的缺點,使我國的線切割編程技術上升了一個(ge) 檔次,同時對單板機控製器式線切割機床的CAD/CAM化改造起到了重要的作用。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們