




摘要:在BF一3000數控銑切機數控係統更新中,應用SIEMENS變頻器MICROMASTER 440實現機床的銑軸、鑽軸單獨工作及5個(ge) 鑽軸同時工作的3種工作狀態的切換控製,並介紹了每種工作狀態的參數設置和調試方法。
關(guan) 鍵詞:變頻器 改造 調速 多電動機控製
數控機床的改造並不是完全否定原有的控製過程及控製方法,而且在適當的條件下還需要增加某些功能。所以在實際的改造中,必須充分了解原機床和現在要使用的新係統及元件所能夠實現的加工功能及特性後,才能逐步完成需要的控製及加工功能。而此次改造中,原機床主軸轉速變頻控製部分的多數元件、線路都已老化,故障率極高,且已不能實現變速控製,因此要求更新原有主軸變頻控製部分。由於(yu) 原主軸銑軸及5個(ge) 鑽軸變頻電動機能夠正常良好的運轉,所以要求使用原有交流變頻電動機,以節省開支。所以在主軸更新中,需要二者的參數及性能互相匹配,才能實現機床的原有銑軸和5個(ge) 鑽軸的起停及轉速控製。
由於(yu) 銑軸電動機的最大輸出功率為(wei) 10 kW,要求能夠單獨工作;而其他5個(ge) 鑽軸中的每個(ge) 電動機最大輸出功率約為(wei) 4 kW,要求5個(ge) 鑽軸能夠同時起停並能進行調速,峰值功率可達到20 kW;另要求每個(ge) 鑽軸能夠單獨工作。而且銑軸和5個(ge) 鑽軸的電動機轉速及頻率範圍相差較大:銑軸電動機工作頻率為(wei) 50~250Hz,轉速2 910~14 870 r/rain;鑽軸電動機的工作頻率為(wei) 150—300 Hz,轉速 8 580~17 600 r/min。所以如果要分別采用一個(ge) 變頻器各自控製,雖然很容易實現這兩(liang) 種工作狀態,但是需要購買(mai) 6台變頻器,價(jia) 格比較昂貴且控製比較繁瑣而且占用空間較大。如果能夠采用一個(ge) 變頻器分別用兩(liang) 組參數來控製這6台電動機的起停及轉速的兩(liang) 種組合工作狀態,在經濟性和利用率上更加適合。由於(yu) 西門子MICROMASTER 440係列變頻器能夠實現三組電動機驅動參數的切換,所以此次主軸部分采用一台變頻器控製6台變頻電動機實現兩(liang) 種加工工藝的控製要求。綜合考慮後確定采用一台22kW變頻器來實現主軸部分銑軸與(yu) 鑽軸的控製。
1 MICRoMASTER 440變頻器功能介紹
MICROMASTER 440是用於(yu) 控製三相交流電動機速度和轉矩的變頻器。該變頻器由微處理器控製,並采用具有現代先進技術水平的絕緣柵雙極型晶體(ti) 管(IGBT)作為(wei) 功率輸出器件。因此,具有很高的運行可靠性和功能的多樣性。采用脈衝(chong) 頻率可選的專(zhuan) 用脈寬調製技術,可使電動機低噪聲運行。擁有全麵而完善的保護功能,為(wei) 變頻器和電動機提供了良好的保護。可以通過設置不同的參數實現不同的電動機控製係統,所以在單獨傳(chuan) 動係統和集成自動化係統中應用較廣。
2 控製方案製定及實現
為(wei) 滿足3種加工工藝的控製要求,主軸部分采用一台22 kW變頻器控製6台變頻電動機實現主軸部分銑軸與(yu) 鑽軸的組合控製。根據控製要求必須有以下3種互不影響的獨立工作狀態:
(1)銑軸電動機能夠單獨起停並調速運行,此時要求變頻器在第一組參數的控製下工作:
工作頻率50~250 Hz
轉速範圍2 910~14 870 r/min
輸出功率2~10 kW(電動機功率因數0.85)
輸出電壓90~380 V
峰值電流18.5 A
(2)5台鑽軸電動機同時起停並調速運行,此時要求變頻器在第二組參數的控製下工作:
工作頻率150—300 Hz
轉速範圍8 580~17 600 r/min
輸出功率5×1.9~5×4.04 kW(9.5~20.2 kW)
輸出電壓190~380 V(電動機功率因數0.74)
峰值電流5×9.5 A(47.5 A)
(3)5台鑽軸電動機單獨起停並調速運行,此時要求變頻器在第三組參數的控製下工作:
工作頻率150~300 Hz
轉速範圍8 580~17 600 r/min
輸出功率1.9~4.04 kW
輸出電壓190~380 V(電動機功率因數0.74)
峰值電流9.5 A
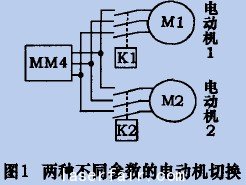
以上3種工作狀態在同一時刻隻允許有一種運行,互不幹擾,這樣才能保證變頻器的正常運行。這就要求要從(cong) 外界通過變頻器的數字量輸入介入來控製兩(liang) 種驅動圖1兩(liang) 種不同參數的電動機切換電動機參數的切換。在變頻器的運行或準備狀態階段利用一個(ge) 或多個(ge) 外部信號同時改變參數組,從(cong) 而達到一台變頻器控製兩(liang) 台及多台電動機,如圖1所示。
為(wei) 滿足這樣的控製要求,必須要求變頻器有這樣的控製功能,而西門子變頻器MICROMASTER 440卻可以利用變址參數來完成該功能,而且控製方便。在這種情況下,就功能而論,參數應組合形成命令組/數據組並加變址。在使用變址時,幾個(ge) 不同的電動機相關(guan) 設定可以存儲(chu) 在每組參數中,可以用轉換數據組來激活(如在數據組間的切換)。
可應用到CDS命令數據組和DDS傳(chuan) 動數據組。每個(ge) 數據組有3種獨立設定。這些設定可用特定參數的變址來確定:
CDS1. CDS3
DDS1.DDS3
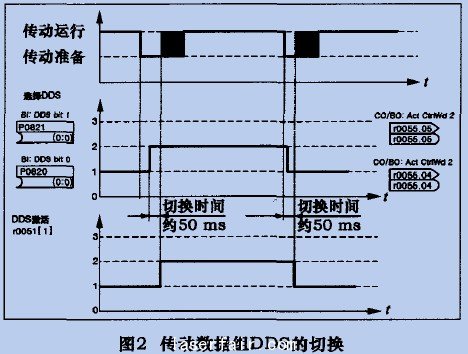
用於(yu) 控製傳(chuan) 動係統和輸入給定值的參數(連接器和開關(guan) 量連接器輸入)分配給命令數據組(CDS)。控製命令和給定值的信號源用BICO技術互連。傳(chuan) 動數據組用BICO參數P0820和P0821來切換。激活的傳(chuan) 動數據組顯示在參數r0051中。傳(chuan) 動數據組可在“準備”狀態下切換,此項切換約需 50 ms。如圖2所示。
3 變頻器的調試及運行
3.I 電動機基本參數調試
由於(yu) 變頻器的出廠默認設定電動機參數值與(yu) 現實中所使用的電動機參數不匹配,沒有合適的參數設定。所以必須針對於(yu) 原電動機銘牌進行電動機的參數設定,包括電動機數據辨識程序的V/f控製的快速調試的執行,都需要通過BOP操作麵板來進行。在快速調試開始前,必須修改的數據包括:輸入電源頻率、輸入銘牌數據、命令/給定值源、最小/最大頻率或斜坡上升/斜坡下降時間、閉環控製方式、電動機數據辨識等。具體(ti) 調試步驟如下(以銑軸電動機為(wei) 例,將它的參數輸入到in000中,完成第一組DDS輸入):
(1)將訪問級設置為(wei) 專(zhuan) 家級;PO003=3
(2)參數過濾設置為(wei) 所有參數;PO004=0
(3)調試參數過濾設置為(wei) 快速調試;P0010=1
(4)輸入電源頻率設置為(wei) 50 Hz;POLO0=0
(5)變頻器應用設置為(wei) 恒定轉矩;P0205=0
(6)電動機類型設置為(wei) 異步電動機;P0300=1
(7)電動機額定電壓設置為(wei) 380 V;P0304:380
(8)電動機額定電流設置為(wei) 18.5 A;P0305=18.5
(9)電動機額定功率設置為(wei) 10 kW;P0307=10
(10)電動機額定功率因數設置為(wei) 0.85;P0308=0.85
(11)電動機額定頻率設置為(wei) 250 Hz;P0310=250
(12)電動機額定轉速設置為(wei) 14 870 r/min;P0311= 14 870
(13)電動機冷卻設置為(wei) 自冷式;P0335=0
(14)電動機過載係數設置為(wei) 150%;P0640=150
(15)選擇命令源設置為(wei) 端子;P0700=2
(16)選擇頻率給定值設置為(wei) 模擬輸入;PIO00=2
(17)最小頻率;P1080=50
(18)最大頻率;P1082=250
(19)控製方式設置為(wei) 線性V/f(電壓/頻率)關(guan) 係;P1300=0#p#分頁標題#e#
(20)選擇電動機數據辨識為(wei) 用參數變更;P1910=1
此時會(hui) 出現報警A0541(電動機數據辨識激活)產(chan) 生,並用下一個(ge) 電動機啟動命令來測量。
(21)快速調試結束;P3900=1
此時麵板上會(hui) 出現顯示“busy”,表示控製數據(閉環控製)正在計算然後複製,和參數一起從(cong) RAM送人ROM。在快速調速完成以後,再顯示P3900。在此以後,由於(yu) P1910尚未儲(chu) 存,所以不允許傳(chuan) 動變頻器斷電。
(22)快速調試結束,啟動電動機數據辨識用外部指令啟動電動機數據辨識程序(工廠設定DIN1)。此時電流流過電動機,轉子自己定位。如電動機數據辨識已完成,則數據從(cong) RAM複製到ROM,麵板上再次顯示“busy”。當完成後,麵板顯示的報警A0541(電動機數據辨識激活)自動消失,再顯示P3900。
(23)結束快速調速/傳(chuan) 動設定。在以上的調試中,因為(wei) 這6台電動機為(wei) 進口電動機,型號比較老,而且沒有明確的額定轉速、額定電壓及額定頻率,隻是給定了範圍,所以在輸入電動機銘牌上的數據時針對於(yu) 變頻器的出廠默認設置的控製方式(采用的是線性電壓/頻率V/f關(guan) 係),得出它是向下調速,應按照最大數據輸入。在電動機數據輸入完後,可以根據外部定義(yi) 的端子來啟動和調速。
在5台鑽軸電動機總的參數輸人時,隻須將它的電動機參數輸入到in001中,即可完成第二組DDS輸入。依次類推,在單個(ge) 鑽軸電動機參數輸入時,隻須將它的電動機參數輸入到in002中,即可完成第三組DDS輸入。
3.2 驅動參數的切換設置
在三組參數輸入完後,需要進行驅動參數的切換設置。帶3種獨立狀態的電動機組合相當於(yu) 是帶3台不同電動機。所以,可以按照3台電動機來配置切換設置。具體(ti) 參數設置,調試步驟如下:
(1)對銑軸電動機驅動參數與(yu) 5個(ge) 鑽軸電動機的總參數的切換調試,首先,將I‘0820與(yu) DDS源連接起來,要求用變頻器的數字量輸入4,來實現 DDS1到DDS2驅動控製參數的切換。然後通過rO051參數可以監控,檢查是否切換到DDS2參數上。實際激活的傳(chuan) 動數據組(DDS)顯示在參數 r0051中。
(2)對5個(ge) 鑽軸電動機的總參數與(yu) 單個(ge) 鑽軸電動機參數的切換調試,首先,將P0821與(yu) DDS源連接起來,要求用變頻器的數字量輸入5作為(wei) 外界的切換輸入信號,來控製DDS2到DDS3參數的切換。將DIN5:P0706[0]設置為(wei) 99,將P0821設置為(wei) 722.4。然後同樣可以通過 r0051參數可以監控,檢查是否切換到DDS3參數上。
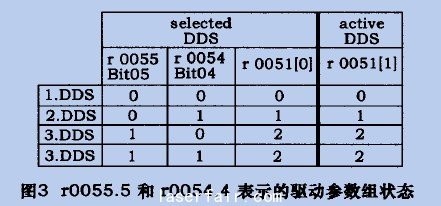
(3)可以通過r0055.5和r0054.4的位狀態來檢查所在的驅動參數組狀態。具體(ti) 的狀態如圖3所示。
在控製指令的切換方麵,同樣采用多組態的控製方法,但由於(yu) 變頻器的外部模擬量輸入控製端子隻有2個(ge) ,所以單台鑽軸的控製隻能與(yu) 5台鑽軸的控製公用1個(ge) 模擬量控製端子來實現控製,具體(ti) 控製方法必須結合機床的PLC控製程序,使模擬量控製電位器來回切換來實現。
4 結語
此次改造中,由於(yu) 機床加工工藝控製要求的特殊性,主軸部分的電動機不僅(jin) 要實現高轉速變速控製,而且要實現多台不同功率電動機混合多狀態的控製要求,在工作中較為(wei) 少見。機床主軸轉速變頻控製部分由西門子MICROMASTER 440變頻器作調速器後,在實施的控製方法上更加簡單方便,控製功能上更加完善,變頻器的利用率得到了很大的提高。為(wei) 我們(men) 以後在多台電動機多工作狀態控製問題的解決(jue) ,提供了新的控製思路,從(cong) 而可以方便快捷地實現更多的控製功能。
參考文獻
1 吳國經.數控機床故障診斷與(yu) 維修.北京:電子工業(ye) 出版社,2004.
2 沈兵.數控機床與(yu) 數控係統的維修技術實例.北京:機械工業(ye) 出版社,2003.
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們