




新型航空發動機設計中普遍采用整體(ti) 葉盤結構。美國的先進戰鬥機(ATF)計劃把整體(ti) 葉盤設計製造列為(wei) 核心技術,例如F414發動機采用了共5級的整體(ti) 葉盤。根據美國國防部的高性能渦輪發動機技術(IHPTET)的第3階段計劃,到2020年,戰鬥機上安裝的發動機渦輪都將采用整體(ti) 葉盤結構。
我國在新型發動機的設計中也采用了整體(ti) 葉盤結構。整體(ti) 葉盤的剛性好,平衡精度高。它提高了結構的氣動效率,省去了連接用的榫頭和榫槽,避免了榫槽損傷(shang) 等潛在的故障,從(cong) 而使整台發動機推重比得到顯著提高。
整體(ti) 葉盤的毛坯從(cong) 結構上分為(wei) 整體(ti) 式和焊接式2類:
(1)整體(ti) 式毛坯一般采用鍛壓技術,鍛造出一整塊毛坯;
(2)焊接式毛坯把采用不同性能材料的盤體(ti) 和葉片焊為(wei) 一個(ge) 整體(ti) ,或者把空心葉片焊在盤體(ti) 上,以實現更特殊的性能。
國內(nei) 外整體(ti) 葉盤製造采用的主要工藝有:精密鑄造、數控銑削、電解加工、電火花加工等。這些工藝各有其優(you) 缺點,而數控銑削加工靈活快速、可靠性高,因此發達國家多采用五坐標數控銑削加工整體(ti) 葉盤。整體(ti) 葉盤毛坯一般采用高強度難加工材料,不允許有裂紋和缺陷,葉片薄、扭曲度大、葉展長、受力易變形,而且由於(yu) 葉片間的通道深而窄、開敞性很差,材料切除率很高,嚴(yan) 重影響了數控銑削的可加工性。
數控銑削加工技術包括高精度五坐標機床技術、工藝技術、五軸聯動編程技術、刀具技術等,它代表了相關(guan) 技術領域的最新技術和最高水平,是新型高推重比發動機製造的關(guan) 鍵技術之一。
鈦合金整體(ti) 葉盤加工工藝分析
鈦合金整體(ti) 葉盤的盤體(ti) 和葉片材料通常采用(α+β)雙相熱強鈦合金,具有良好的高溫強度、耐腐蝕性、斷裂韌性、熱穩定性和蠕變性能,能夠滿足損傷(shang) 容限設計和高結構效益及低製造成本等要求。
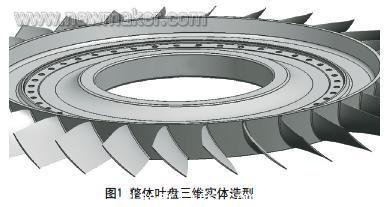
某鈦合金整體(ti) 葉盤毛坯采用焊接結構,盤體(ti) 粗加工和葉片毛坯采用線性摩擦焊方式成為(wei) 一個(ge) 整體(ti) 葉盤毛坯。葉片為(wei) 變截麵扭曲結構,彎扭度大、葉展長、葉片外緣薄、進氣邊緣和排氣邊緣厚度更薄(不足0.5mm)。葉盤盤體(ti) 外型麵為(wei) 圓錐麵,葉片外輪廓也是一個(ge) 倒圓錐麵(如圖1所示)。
焊接整體(ti) 葉盤數控加工關(guan) 鍵就是葉片的數控銑削,必須突破下麵幾個(ge) 重大的技術難題:
(1)葉片之間的通道窄而深,扭曲角度很大,刀具的可達性受到限製,必須采用五坐標方式並嚴(yan) 格控製刀具的軸向軌跡;
(2)葉片為(wei) 變截麵扭曲結構,葉展長、葉片薄,造成葉片遠端剛性極差,葉片厚度公差不足±0.1mm,較小的刀具切削力就會(hui) 使葉片外緣產(chan) 生較大彈性變形,從(cong) 而使葉片厚度公差難以保證;
(3)鈦合金優(you) 異的彈性性能使得精加工振顫加劇,必須采取有效的減振措施,避免振動對葉型表麵完整性、粗糙度、厚度公差及焊縫造成不利影響;
(4)鈦合金屬難切削材料,切削加工本身就是個(ge) 難題,葉片根部與(yu) 盤體(ti) 轉接半徑僅(jin) 為(wei) R3(3mm),隻能采用小直徑刀具清根,讓刀現象嚴(yan) 重;
(5)盤體(ti) 的外形為(wei) 錐麵,葉片外廓也是一個(ge) 錐麵,加工困難;
(6)葉片的型麵不但扭曲角度大,進、排氣邊緣厚度為(wei) 0.3mm,而且排氣邊緣有形狀要求,刀具端刃切削時易崩刃;
(7)焊接後葉片是一塊長方塊形毛坯,餘(yu) 量分布極不均勻,此外還有摩擦焊擠出的飛邊,又高又細,銑削十分困難。
總之,該整體(ti) 葉盤五坐標數控銑削加工的關(guan) 鍵技術包括葉盤通道與(yu) 刀軸矢量的控製、刀具軌跡設計及光順處理、通道的高效粗加工技術、葉片型麵的精確加工技術、加工變形控製和葉片與(yu) 刀具減振技術等。數控加工工藝設計及數控編程必須考慮到以上問題,采取有效的工藝措施才能保證設計要求。
整體(ti) 葉盤數控加工工藝設計
1選擇合適的機床
對整體(ti) 葉盤進行數控銑削最理想的機床應該是帶轉台和主軸、能夠擺角的五坐標臥式加工中心,並且主軸的擺角範圍要足夠大,能夠實現立臥轉換。
由於(yu) 受設備、任務調度限製,該葉盤的加工采用了雙擺頭立式五坐標龍門銑,AB擺角範圍為(wei) A±30°、B±30°。該設備的缺點在於(yu) 沒有轉台,不能分度,AB擺角範圍有限。因此必須針對每個(ge) 葉片都有一套數控程序,程序量比帶轉台的機床多出了30多倍。
通過采取上述手段,此類機床能勝任該整體(ti) 葉盤的數控加工。另外由於(yu) 該葉盤上葉片的厚度為(wei) 50mm,葉展為(wei) 90mm,采取立式加工方式可使用更短的刀具,因此宜采用立式加工。
2 設計專(zhuan) 用工裝
整體(ti) 葉盤的工裝設計應能夠滿足角向定位和分度的要求,滿足翻麵定位夾緊的要求,並能夠滿足機床擺角後的行程。圖2為(wei) 粗加工時的狀態及工裝使用的情景。

3 數控銑削加工工藝過程
焊接後的整體(ti) 葉盤數控加工麵臨(lin) 的困難是切除摩擦焊產(chan) 生的焊接飛邊,由於(yu) 此飛邊又細又高又硬,銑削時很容易崩刃,摩擦焊擠出的飛邊容易從(cong) 根部折斷而將整體(ti) 葉盤上的材料帶走,銑削效率極低。因此采用線切割或其他方式比銑削方式可能更合適。
整體(ti) 葉盤外輪廓也是一個(ge) 倒圓錐麵,必須在葉片較厚剛性較好的情況下加工,所以外輪廓必須在粗加工前先加工,采用Z向分層方式加工。
整體(ti) 葉盤粗加工的目的就是要快速去除大餘(yu) 量。粗加工主軸擺角一方麵要能夠切到整個(ge) 葉片表麵,另一方麵也要考慮盤體(ti) 的錐度形成。采用直徑20~30mm左右的短刀具最為(wei) 適宜。厚度方向分層切削,粗加工留2mm餘(yu) 量,接著進行半精加工,留0.3mm餘(yu) 量,采用底角帶R的刀具,分層也可以再細些。
進、排氣邊緣厚度僅(jin) 為(wei) 0.3mm,必須在葉片有一定剛性但餘(yu) 量又不太大的情況下加工,所以應安排在精加工前進行。采用較小直徑刀具,刀具軌跡垂直於(yu) 葉片邊緣進行行切,行距1mm,加工出的邊緣曲線效果良好。
由於(yu) 葉片的扭曲造成葉片兩(liang) 麵分為(wei) 凹麵和凸麵,考慮到機床的擺角範圍,所以要安排雙麵加工。
4 選擇合適的刀具
粗加工刀具首先要控製刀長,采用較短的刀具和直徑較大的刀具,采用側(ce) 銑方式,切削效率和減振效果會(hui) 明顯提高。精加工葉片型麵應選用底角R較大的刀具或球頭刀具,配合較小的行距,切出的曲麵會(hui) 很光順。
由於(yu) 葉片根部為(wei) R3,用φ6的刀具剛性太差,無法加工,所以首先選用φ12R3刀具去除餘(yu) 量,然後用φ16×24°R3的專(zhuan) 用錐度刀清根。特製的錐度刀不但保證了刀杆的剛性,而且又能實現R3的清根,刀具單側(ce) 12°的錐度,外加盤體(ti) 17°的錐度,主軸需要擺角29°,剛好在其30°擺角範圍之內(nei) 可以銑到錐形盤體(ti) 。所以,應適當定做專(zhuan) 用刀具,可有效解決(jue) 加工過程中出現的一些問題。
5 采取有效的減振與(yu) 變形控製措施
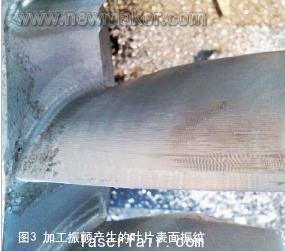
精加工另一麵時,葉片的剛性已經較差,切削力作用在葉展的端頭,極易產(chan) 生彈性變形並同時伴隨著振顫,所以此麵的加工重點是控製變形與(yu) 振顫。葉片變形可直接導致厚度尺寸超差;而加工振顫可導致葉片表麵產(chan) 生振紋(見圖3),並且容易使刀具崩刃,嚴(yan) 重影響葉片表麵質量。#p#分頁標題#e#
采取在葉片通道間灌注建築用膠的方法,改變了零件的阻尼特性,確實有效降低了振顫,並且使刀具轉速達到了1000r/min,進給達到100mm/min。在此基礎上又改用其他稍硬的物質填充在葉盤通道裏(見圖4),既能明顯減少振顫,又能在葉片背麵形成有力的支撐,抵消切削力造成的葉片彈性變形,確保了葉片的厚度。

此外,順銑方式能明顯減少加工振顫。雙麵加工、減少刀具長度能有效減少刀具振顫。進、排氣邊緣很薄,安排在葉片有一定剛性的精加工前進行加工,能減少變形與(yu) 振顫。選擇合理的切削參數,調整轉速和進給速度,可有效控製振動。
整體(ti) 葉盤數控加工程序編製時首先要考慮的是控製刀軸方向,因為(wei) 通道太窄,葉片扭曲,盤體(ti) 是錐形等因素,導致刀軸控製稍有差錯就會(hui) 出現幹涉,此外退刀、空刀快速移動一定要控製幅度。粗加工可以采用定擺角等高線行切,或五坐標側(ce) 刃銑削,所有刀具軌跡應實現順銑。精加工刀位軌跡設計要流暢、光順,行距要小,才能保證行切出的曲麵光順。清根程序要留少許餘(yu) 量,避免刮傷(shang) 葉片型麵。
結束語
本課題分析了鈦合金焊接式整體(ti) 葉盤的結構特點和工藝難點,針對焊接式整體(ti) 葉盤的結構特點,摸索出了一整套工藝方案來解決(jue) 振動和變形,成功地應用於(yu) 某鈦合金焊接式整體(ti) 葉盤的加工,為(wei) 此類葉盤的加工工藝進行了探索
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們