





3.2 正反解多解問題
在求解並聯機器人正反解方程的過程中存在方程多解問題:在正解計算中一組實軸坐標對應兩(liang) 組虛軸坐標,其中有一組虛軸坐標位於(yu) 靜平台(平麵)上方,可舍去;在反解計算中一組虛軸坐標對應兩(liang) 組實軸坐標,由於(yu) 本係統具有驅動軸(實軸)單軸手動功能,如果直接舍去反解計算的一組實軸解,會(hui) 造成手自動切換時係統伺服軸跟隨誤差出界.產(chan) 生這種情況的原因是:實軸在單軸手動時可能進入被舍棄的實軸解空間,而實軸單軸手動時係統是不進行反解計算的,因此不會(hui) 發生報警事件;而在切換到自動狀態時反解生效,但實軸解為(wei) 另一組解,由於(yu) 理論值與(yu) 實際值相差很大,造成跟隨誤差出界報警(如圖4 所示).
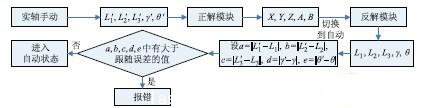
圖4 手自動切換過程示意圖
為(wei) 了解決(jue) 反解多解問題,在反解模塊中引入變量來讀取實軸實時坐標(),將其與(yu) 反解計算值() 進行比較,取最接近實軸實時坐標的那組解作為(wei) 輸出,經過處理後驅動實軸運動.為(wei) 了節省運算時間,此判斷過程隻在實軸單軸手動切換到自動狀態時生效,判斷過後一直采用選中的那組解的解析表達式計算實軸坐標,直到下次切換.
3.3 旋轉軸“過零”問題
第4 軸(旋轉軸)在經過0°點時,會(hui) 出現突然反轉現象:在並聯機器人作加工時,在某些位置需要從(cong) 359.999°運動到0.001°,加工過程隻需要旋轉軸運動0.002°,而實際情況是旋轉軸轉動大弧359.998°,產(chan) 生這種現象的原因是係統將旋轉軸當作線性軸來處理,而反解計算隻能計算0°到360°的半閉半開區間,旋轉軸到360°就會(hui) 歸零.這是加工所不需要的,係統也不可能在一個(ge) 插補周期內(nei) 完成一周的轉動.
為(wei) 解決(jue) 此問題,將第4 軸反解計算值與(yu) 當前實時坐標相減,然後按下式修正計算值:
 (8)
(8)
式中為(wei) 修正後的第4軸坐標,為(wei) 修正前的第4軸坐標計算值,為(wei) 第4軸的當前實時坐標,| |為(wei) 向上取整符號.
3.4 加工曲線生成問題
對於(yu) 5 自由度加工,人工編程有很大難度,而現有的計算機輔助製造(CAM)軟件沒有針對並聯機構的模塊.為(wei) 利用現有的CAM 軟件進行加工編程,在位姿正反解模塊中加入轉換模塊,將CAM 中給定的結構和正反解輸入輸出坐標相互轉化.操作者可根據不同的CAM 軟件定製不同的轉換模塊.
以UG的五軸雙擺頭結構X、Y 、Z、A、B為(wei) 例說明轉換模塊的轉換過程.首先,為(wei) 簡化轉換過程,將第4、第5軸偏置設為(wei) 0,這樣UG在轉換時就不考慮刀長,那麽(me) UG 輸出代碼中的X、Y 、Z與(yu) 並聯結構的需求一致,不需要再作轉換.我們(men) 隻需要對刀軸姿態進行轉換:設單位刀軸矢量在X 軸的投影為(wei) I、在Y軸的投影為(wei) J、在Z 軸的投影為(wei) K,A為(wei) 主擺角,B為(wei) 副擺角,刀具軸在Z軸上,通過數學推導可得出反解模塊的刀軸矢量和A、B的關(guan) 係如下(式中i、j、k依次為(wei) 矢量I、J、K的模,A、B依次為(wei) 轉角A、B的角度值):
 (9)
(9)
同樣可得出正解模塊的轉換關(guan) 係為(wei) :

4 插補算法的設計(Design of the interpolationalgorithm)
用並聯機器人進行激光加工主要是控製激光焦點的運動,並保持激光處於(yu) 工件當前加工點的法線方向.並聯機器人是由複雜的空間機構組成的,激光光軸位姿參數與(yu) 控製係統驅動坐標位置之間需要經過坐標變換,從(cong) 而獲得控製所需的幾何描述.因此,並聯機器人的插補方式與(yu) 傳(chuan) 統數控也有所不同.
本係統插補計算將機構末端的運動軌跡離散為(wei) 一係列首尾相接的小線段:給定一個(ge) 插補周期(作為(wei) 係統參數,用戶可設定),按照指令中給出的軌跡進給速度,單獨計算各軸方向上的位移增量,將連續的軌跡離散為(wei) 若幹離散點序列,然後應用S型加減速算法,對插補步長進行修正.利用反解模塊將插補生成的離散點映射到關(guan) 節空間,係統根據反解模塊計算結果驅動伺服電機運動.
5 激光工藝模塊設計及實現(Design and realizationof the laser processing module)
並聯激光加工數控係統還要包括激光工藝模塊,該模塊用於(yu) 設置和調整激光加工工藝參數,包括激光功率控製、離焦量控製、偏距控製、激光器狀態等參數,如圖5 所示.
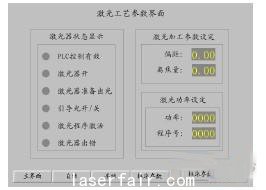
圖5 激光加工參數界麵
激光功率設定參數是通過軸控製板發送給激光器的,激光器將此參數作為(wei) 輸出功率曲線的幅值.離焦量是指焦平麵與(yu) 被焊工件上表麵的距離,這裏將離焦量作為(wei) 激光焦點和第5軸旋轉中心距離的修正參數,傳(chuan) 遞給正反解模塊.光束中心偏離加工軌跡的距離叫偏距,偏距設置用於(yu) XY 、YZ、ZX平麵加工.這裏規定光束中心在加工軌跡右側(ce) 偏距為(wei) 正值,左側(ce) 為(wei) 負值.
6 實驗與(yu) 結論(Experiment and conclusion)
使用便攜式三坐標測量機對並聯機器人末端精度進行檢測.並聯機器人末端由(0;400;0;0;0) 沿直線運動到(1000;400;0;0;0),測出誤差如圖6 所示(圖中橫坐標為(wei) X 軸位置坐標,縱坐標依次為(wei) X、Y 、Z軸位置誤差和單位激光光軸矢量在X軸的投影I、在Y 軸的投影J、在Z 軸的投影K 的差).
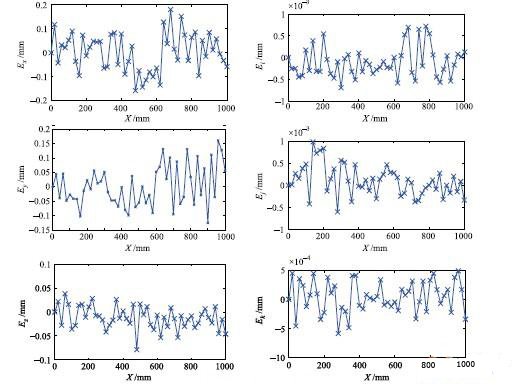
圖6 並聯機器人位姿誤差曲線
並聯機器人具有機械結構簡單、控製係統複雜的特點,需要根據不同的結構形式設計不同的控製係統.本係統的開放式設計可提高開發效率,降低開發成本,使並聯數控係統的開發、維護和推廣變得更加容易.實驗證明本文開發的基於(yu) RTLinux 的五自由度並聯激光焊接數控係統性能達到了激光焊接的實際應用要求.
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀


















 關注我們
關注我們