




傳(chuan) 統的機床由人工完成上下料,但是對於(yu) 生產(chan) 品種單一,生產(chan) 量非常大的零件就存在著勞動強度大、效率低、安全性差等諸多的問題。解決(jue) 這類問題目前最好的辦法是采用配備自動上下料裝置的機床,此類機床通過伺服控製機械手的移動和準確定位,利用液壓和氣動裝置控製傳(chuan) 送料和自動上下料,從(cong) 而實現縮短生產(chan) 節拍,提高生產(chan) 效率的目的。對於(yu) 不同形狀的零件,實現自動上下料方式也不盡相同,可以采用龍門式或手臂式自動上下料裝置,也可以采用直線單元上下料的方式,還可以采用料道直接進料的方式等等,具體(ti) 要用哪一種還是要根據具體(ti) 的零件來選擇合適的上下料方式。
1、 航空標準件的自動上下料方案的概要
航空螺栓類標準件自動上下料係統加工的產(chan) 品規格為(wei) 六角頭螺栓、D 形頭螺栓、十二角頭螺栓三種規格,直徑範圍是φ4mm~φ12mm,長度在15mm~100mm。加工加床使用2 軸的通用數控車床,自動上下料裝置的控製器和機床共用一個(ge) 控製係統,使其從(cong) 外觀看上去與(yu) 主機融為(wei) 一體(ti) (圖1)。為(wei) 它專(zhuan) 門設計的數據輸入功能保證任何人都可以安全地操作機器人,機器人的基本操作模式已保存在它的寄存器中,這就意味著隻需給操作模式中輸入幾種類型的數據就可以完成程序的準備。當需要使用機床主機的操作麵板進行編程時,隻需要搬動一鍵轉化開關(guan) 即可轉換到機床的操作界麵。用戶還可以使用EIA/ISO 代碼,此功能使得控製器的使用更加方便。該項目對標準機床的機械和電氣方麵改動最小,生產(chan) 成本最低、實現的功能比較全的裝置,總價(jia) 格隻有90 萬(wan) 人民幣左右(包含機床主機),而德國某公司為(wei) 生產(chan) 航空標準件所設計的機床Z 軸移動采用主軸伸縮方式來實現的,雖然這樣可以方便零件的上下料,節約機床的整體(ti) 空間,但是其價(jia) 格將近400 萬(wan) 人民幣,對於(yu) 國內(nei) 的生產(chan) 廠家來講,很難接受,在這種情況下巨能機器人公司開發了一種采用直線單元從(cong) 機床的側(ce) 麵直接上下料的方式,使用標準2 軸的數控車床代替一個(ge) 專(zhuan) 機,此方案對機床的改動最小,係統性價(jia) 比也非常高。

圖1 外觀看上去與(yu) 主機融為(wei) 一體(ti)
2、航空標準件的自動上下料方案的設計及難點
要加工的工件為(wei) 六角頭、D 形頭、十二角頭螺栓,對於(yu) 加工螺栓的自動上下料裝置首先要解決(jue) 的問題是螺栓的排序問題。前期對於(yu) 這種問題從(cong) 機床輔機方麵考慮是很難解決(jue) 的,後來從(cong) 應用在電器元件、醫藥化工方麵的排序方案著手考慮,最終采用了振動上料器裝置-振動盤(圖2、圖3),振動盤是自動化機械,省力化機械等流水線中的重要組成部分,適用於(yu) 機械、電器、電子、化工、醫藥、食品等多種領域。振動上料器可以實現零件自動地整齊排列和輸送工件,使工件按照一定的規則進入到下一工序。

3、航空標準件的自動上下料的工作原理和過程
3.1 該機床加工零件的兩(liang) 個(ge) 端麵,第一工序OP10 加工工件的六角頭,下圖為(wei) 卡盤裝夾零件的狀態(圖4),通過專(zhuan) 用三爪卡盤夾緊工件進行加工。

圖4 卡盤裝夾零件的狀態
3.2 自動上下料機構的抓取工件的過程(圖5 和圖6)
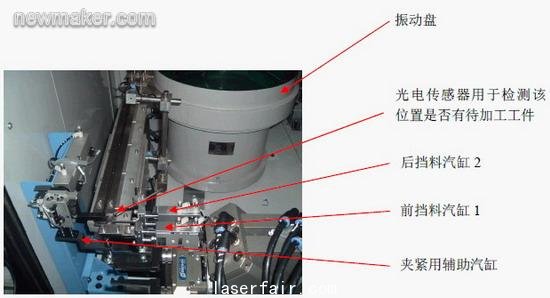
圖5 自動上料區域(正麵)
用三爪卡盤配置專(zhuan) 用卡爪及自動卡盤開閉確認來實現對工件的卡持和加工,當光電傳(chuan) 感器檢測到無料時,前擋料氣缸1 伸出,後擋料氣缸2 縮回。當光電傳(chuan) 感器檢測有料時後擋料氣缸2 伸出,夾緊用輔助氣缸(圖6)夾緊工件,前擋料氣缸1 縮回,夾緊用輔助氣缸伸出。當控製振動盤運轉的光電開關(guan) 檢測不到工件時,振動盤開始向上輸送工件,光電開關(guan) 檢測到工件後,振動盤停止工作。
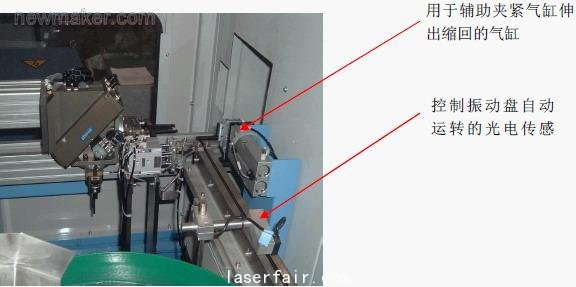
圖6 自動上料區域(背麵)
3.3 當夾持工件的兩(liang) 指平行式機械手上工件時,直線驅動裝置將機械手移動到主軸前端,下麵的兩(liang) 指卡爪夾緊加工完的零件後機械手退到一個(ge) 指定位置,機械手旋轉90°後直線驅動裝置將機械手移動到主軸前端,將被加工零件裝卡到卡盤上後退出(圖7)。

圖7 機械化在機床內(nei) 部上下料
3.4 第二工序中要求工件大端方向朝向主軸內(nei) 孔的方向,但是從(cong) 振動盤處來的工件正好相反,最後在第一工序的基礎上,在輔助夾緊氣缸和伸縮氣缸中間加了一個(ge) 旋轉機構(旋轉氣缸),來實現工件的翻轉(圖8)。
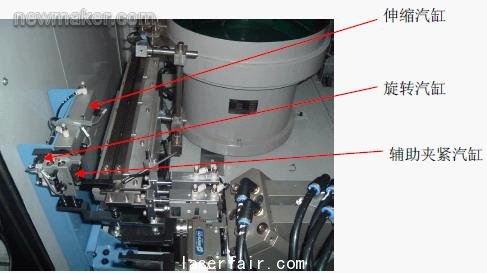
圖8 實現工件翻轉的機構
4、電氣順序圖
5、總結
該項目是國內(nei) 加工航空標準件的行業(ye) 中首次嚐試配置國內(nei) 自行設計的自動上下料裝置,實踐證明是非常成功的。該項目對標準機床的機械、電氣方麵改動最小,所以製造成本低,同時其功能又是比較齊全的自動上下料裝置,該項目在用戶現場使用過程中得到了用戶的一致好評,並為(wei) 用戶節約了大量的資金。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們