




1 引言
山東(dong) 某鋼鐵公司在“十一五”期間投資新建了4300m新厚板生產(chan) 線,采用了具有西門子奧鋼聯的生產(chan) 工藝和電氣自動化技術,該生產(chan) 線中有一台四輥粗軋機和一台四輥精軋機。這兩(liang) 台軋機的電動壓下係統(egc)采用的是西門子sinamicss120係列變頻全數字矢量控製係統。
2 s120傳(chuan) 動係統的硬件構成
以精軋機為(wei) 例,在egc係統中采用的是兩(liang) 台功率為(wei) 570kw的三相交流電機,變頻裝置采用的是兩(liang) 台1000kw整流回饋單元並聯,每台電機分別用一台逆變單元控製。
整流回饋單元和逆變單元都對應的由各自的控製單元cu320進行集中控製,cu320是驅動係統的大腦,負載控製和協調整個(ge) 驅動係統中的所有模塊,完成各軸的電流環、速度環甚至位置環的控製,並且一塊cu320控製的各軸之間能相互交換數據,即任意一根軸能夠讀取控製單元上其它軸的數據,這一特征廣泛被用作多軸之間的簡單的速度同步。s120傳(chuan) 動係統配置如圖1所示。
3 s120傳(chuan) 動係統通訊方式
該係統中的通訊方式主要有兩(liang) 種:第一種是profibusdp通訊:從(cong) tdc到3個(ge) cu320是聯接在一個(ge) dp站上。由於(yu) 從(cong) tdc控製器到s120傳(chuan) 動裝置的距離達到300多米,因此在profibus站上增加了一個(ge) rs485中繼器起到了信號加強的作用。第二種的drivecliq通訊:它是由4芯電纜構成,其中兩(liang) 根是數據發送,另兩(liang) 根式數據接收。它主要用在從(cong) cu320到整流單元,逆變單元,i/o端子模塊tm31,編碼器接口模塊smc30等模塊之間。
4 s120傳(chuan) 動係統調試軟件
該係統運用的是simotion
scout軟件進行調試與(yu) 維護的。該軟件係統配置有固定的配置步驟,形象且連貫的功能圖,相比於(yu) 其他的一些傳(chuan) 動調試軟件有絕對的優(you) 勢。另外該軟件還集成了實時的trace波形跟蹤,能監控任何一個(ge) 參數的實時數據,在調試過程中可以根據波形圖監控到電機運行的精確狀態,從(cong) 而能對傳(chuan) 動係統進行精確的調試。
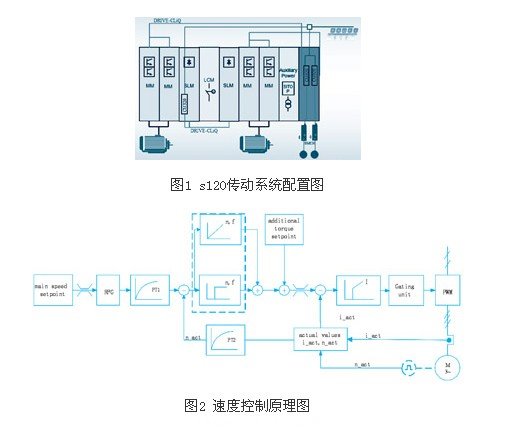
5 egc采用的控製方式
在軋機壓下係統中要求egc在電機高速運行時,電機速度能夠與(yu) 給定值能達到實時的高度吻合,能夠滿足egc精確的定位功能和較高的動態響應。基於(yu) 以上這些原因,對於(yu) 單個(ge) 電機來說在egc控製方式上采用了速度控製方式(即:帶編碼器的矢量控製)。速度控製原理圖如圖2所示。
為(wei) 了在egc中能讓兩(liang) 個(ge) 壓下缸達到同步、平衡的目的,因此利用電磁離合把兩(liang) 台電機的軸連接在一起,讓兩(liang) 台電機輸出同樣大的力矩且兩(liang) 電機軸之間不存在扭矩。因此對於(yu) 兩(liang) 台壓下電機來講是采用了主—從(cong) 的控製方式(master-slave)。具體(ti) 的控製方法是:主電機采用速度控製的方法,從(cong) 電機采用力矩控製的方法。主電機的速度控製采用pi調節器來進行操作和優(you) 化,從(cong) 電機的速度控製采用p調節器來運行操作。主電機速度調節器的i部分的力矩輸出,通過連接器傳(chuan) 輸,作為(wei) 一個(ge) 有利的輔助力矩,輸入給從(cong) 電機的i部分。
6 結束語
經過半年多時間的生產(chan) 運行,s120傳(chuan) 動係統的優(you) 勢得到了充分的體(ti) 現。因為(wei) 其模塊化,緊湊化的設計,占用了較少的空間,而且對環境的噪聲汙染也很小。在故障發生率方麵也是比較少,而且根據故障代碼能準確的查出故障發生的原因,為(wei) 生產(chan) 過程中的維護節約了寶貴的時間。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們