




1 引言:
高速線材軋線張力控製是線材自動控製中重要的一項技術,是衡量軋線自控係統的一項重要標誌。一般采用負荷法實現間接張力控製。張力數據的采集是間接張力控製係統重要環節,采集到的數據能否真實地反映現場的實際情況,是否可靠直接關(guan) 係到後續控製的精度與(yu) 穩定性。在一般的PLC 控製係統中,模擬量由於(yu) 受到現場環境等的影響造成采集上來的信號不能充分反映現場的真實情況,信號進入係統運算後容易造成運算超差,更有可能引起係統控製錯誤導致各種事故。由此可見模擬量控製的成功與(yu) 否在很大程度上決(jue) 定可控製係統的好壞。一般濾波控製隻是簡單的把幾個(ge) 采樣值進行平均處理,有時造成的偏差較大,而且調試起來很不靈活,本文針對軋鋼現場的實際情況,介紹一套用於(yu) 軋線PLC 控製的模擬量信號采樣、濾波的方法。實現了自由靈活的信號處理。
2 軋線PLC 控製係統的組成:
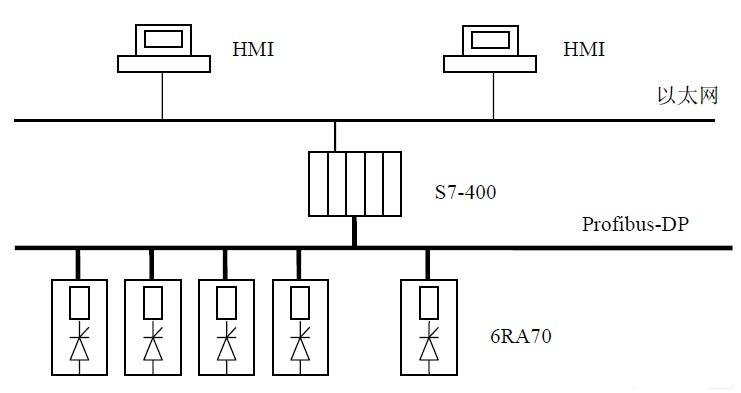
在我們(men) 設計調試的線材生產(chan) 線中,一般采用Siemens S7-400 PLC 作為(wei) 主控製器,粗、中軋機,預精軋機,吐絲(si) 機,夾送棍傳(chuan) 動采用SiemeNS 直流調速裝置 6RA70,精軋機采用交流變頻裝置。主軋線設兩(liang) 個(ge) HMI,HMI 與(yu) PLC 通過以太網通訊,PLC 與(yu) 各傳(chuan) 動采用Profibus-DP網通訊,總體(ti) 功能圖如下:
(1)軋線張力控製的實現方法:
棒線材軋線張力控製一般采用間接張力控製方法,即利用軋機負荷反饋計算軋機的張力。本文控製方法為(wei) 利用PLC 與(yu) 傳(chuan) 動裝置之間的Profibus-DP。
(2)PLC 內(nei) 部的信號濾波算法:
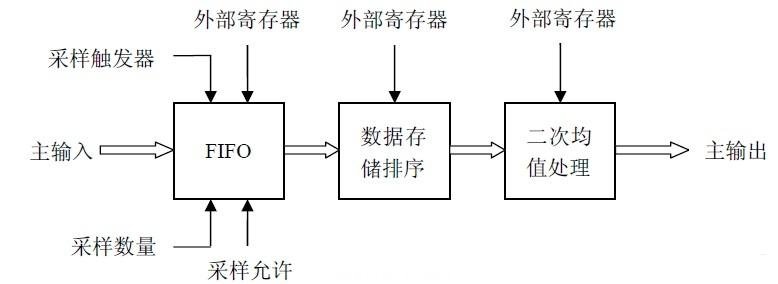
信號濾波在功能上分為(wei) 輸入信號的采樣、儲(chu) 存,數據分析處理、濾波,信號輸出等環節:
1) 采樣、存儲(chu) 環節:PLC 係統接受模擬量信號後,首先進行可控周期、可控數量的采樣,采樣采取FIFO 算法,保證數據的實時性。保證在任何時間段內(nei) 采集存儲(chu) 的的數據都是最新、最近的。
2) 數據處理排序環節:利用冒泡算法對采集的數據排序。
3) 數據處理均值環節:去除 N 個(ge) 最大值、最小值。對剩餘(yu) 的數據進行均值處理。控製框圖如下:
3 濾波係統功能詳細介紹:
考慮到數據采樣的連續性以及在特定的時間段內(nei) 要保留一定數量的連續的采樣數據,在係統中定義(yi) 一個(ge) FIFO 數據鏈表,采樣數據按照時間順序依次進入鏈表,當鏈表數據個(ge) 數N(可調)一定時,那麽(me) 著N 個(ge) 采樣值就是一段時間內(nei) 的連續采樣值。在采樣過程中從(cong) 頻率根據具體(ti) 情況進行調整。
采樣數據的最大值和最小值在采樣過程中有可能受到幹擾,或者采集的數據與(yu) 其它值有較大偏離,其采樣可靠度不如其他中間數據可靠,在運算中將規定數量(可調)的最值除去。采用冒泡算法對數據排序,然後分別除去兩(liang) 端的一定個(ge) 數(可調)的最大值和最小值。最後剩餘(yu) 的數據均值處理。
4 方案模塊化:
本次應用的特點就是將上述功能模塊化集中在一個(ge) 功能塊FC 中,任何時候隻要調用此功能塊,就可實現采樣濾波功能,通過調整功能塊參數(爪子),可以實現可變頻率采樣,
可變數量采樣等數據濾波功能。本功能基於(yu) Siemens S7-400PLC 係統設計,采用SCL 編程語言,功能塊參數描述如下:
Input:
I_main:模擬量輸入信號
S_EN:功能允許信號
S_TRG:采樣允許信號
F_SEL:需要去除的最值個(ge) 數
S_NO:采樣個(ge) 數
S_ARR:采樣寄存器
Output:
O_main:濾波後信號輸出。
S_ok:采樣濾波計算正常。
調用此功能塊的程序如下:FC10 為(wei) 采樣功能塊
CALL FC 10 (
I_main := MD 300,
S_EN:= L 20.0,
S_TRG:= L 20.1,
F_SEL:= MW 502,
S_NO:= MW 504,
O_main:= MD 404,
S_ok:= M 506.0,
S_ARR:= DB10.ARR);
5 應用體(ti) 會(hui)
采用此濾波功能後,對速度相應要求相對較慢的張力數據采集有較好的濾波效果。本功能可以方便地修改采樣周期,采樣個(ge) 數,特殊值去除個(ge) 數等,尤其便於(yu) 根據具體(ti) 情況進行現場調試,提高現場工作效率。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們