




引言
大型軸承內(nei) 、外套上的分度、打孔是軸承中的關(guan) 鍵工序,它的工藝水平和質量的高低直接影響軸承的質量、壽命和製造成本。目前軸承行業(ye) 大型軸承內(nei) 、外套的分度方式普遍采用人工分度方式,其分度精度低、累積誤差大、工作效率低、工人勞動強度大,對軸承性能的提高造成很大的影響。我們(men) 所研製的大型數控分度頭,采用plc可編程控製器,控製步進電機驅動蝸輪蝸杆對執行工件進行自動分度,結構簡單、製造費用低,較好地解決(jue) 了生產(chan) 中的實際問題。
總體(ti) 設計方案
步進電機是將電脈衝(chong) 信號轉變為(wei) 角位移或線位移的開環控製元件。在非超載的情況下,電機的轉速、停止的位置隻取決(jue) 於(yu) 脈衝(chong) 信號的頻率和脈衝(chong) 數,而不受負載變化的影響,即給電機加一個(ge) 脈衝(chong) 信號,電機則轉過一個(ge) 步距角。其重要特點是隻有周期性的誤差而無累積誤差。步進電機的運行要有步進電機驅動器這一電子裝置進行驅動,這種裝置就是把控製係統發出的脈衝(chong) 信號轉化為(wei) 步進電機的角位移,或者說:
控製係統每發一個(ge) 脈衝(chong) 信號,通過驅動器就使步進電機旋轉一步距角。所以步進電機的轉速與(yu) 脈衝(chong) 信號的頻率成正比。因此,控製步進脈衝(chong) 信號的頻率,可以對電機精確調速;控製步進脈衝(chong) 的個(ge) 數,可以對電機精確定位。
在我們(men) 所設計的數控分度頭中,就是利用這一線性關(guan) 係,用plc進行電氣控製、編寫(xie) 分度算法程序,控製脈衝(chong) 信號的頻率和脈衝(chong) 數,步進電機驅動蝸輪蝸杆對執行工件進行精確分度,並可實現調整、手動分度、自動分度等多種電氣控製。
電氣控製方案為(wei) plc+步進電機及可細分驅動器+數顯尺。plc選用dvp20eh00t,ac220v供電20點200hz晶體(ti) 管輸出類型;根據分度精度要求考慮,選用可細分驅動器及步進電機,考慮分度時對工件的扭矩m=fr=fnr,計算出最大扭矩為(wei) 27nm。按矩頻特性選取步進電機,選130byg350a型三相混合式步進電機及配套細分驅動器ms-3h130m。
該數控分度頭在徑向安裝數顯尺來控製徑向分度尺寸;由plc控製步進電機軸向分度。操作人員啟動電源,輸入分度數後,調整/分度開關(guan) 置於(yu) 分度位置即可實現手動或自動分度。在自動分度中可實現分度機構的鬆開、上升、分度、下降、卡緊再鬆開的順序控製。
分度算法
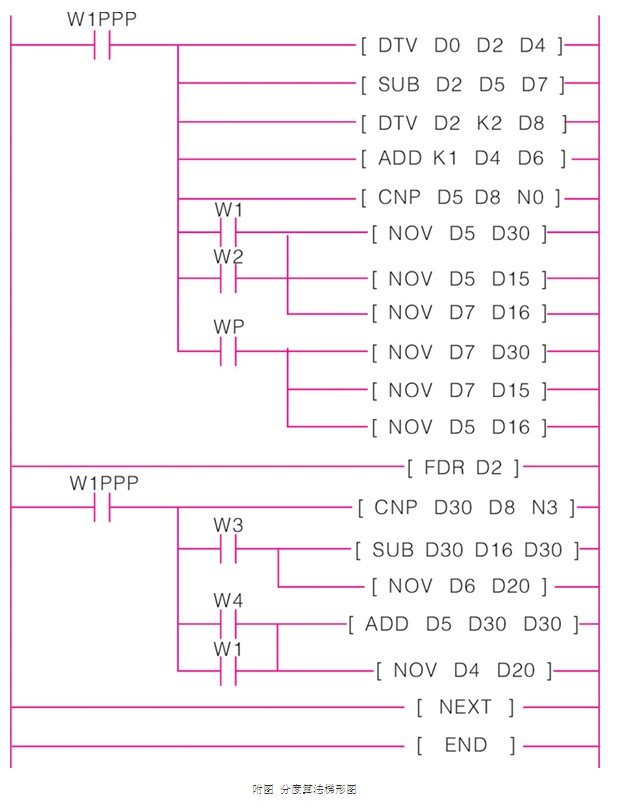
設總孔數為(wei) d2,總脈衝(chong) 數d0,分度脈衝(chong) 可計算為(wei) :d0/d2=d4+d5(餘(yu) 數)。若d5=0時,步進電機每轉動一次,電機轉角控製脈衝(chong) 均為(wei) d4。若d5≠0時,將d5與(yu) 孔數的一半(d2/2=d8)進行比較,若小於(yu) 孔數的一半,步進電機先按d4個(ge) 脈衝(chong) 分度,步進電機每轉過一個(ge) 分度角,餘(yu) 數d5累積一次,當累積數大於(yu) d8時,步進電機則按d4+1個(ge) 脈衝(chong) 分度一次,此時累積數減去d4+1脈衝(chong) 的餘(yu) 數即d2-d5,然後再按d4個(ge) 脈衝(chong) 分度,依次類推直至分度完畢;若餘(yu) 數大於(yu) 孔數的一半,步進電機先按d4+1個(ge) 脈衝(chong) 分度,餘(yu) 數按d2-d5累積,當累積數大於(yu) d8時,步進電機則按d4個(ge) 脈衝(chong) 分度一次,此時累積數減去d4脈衝(chong) 的餘(yu) 數d5,然後再按d4+1個(ge) 脈衝(chong) 分度,依次類推直至分度完畢。這樣的分度算法,使孔與(yu) 孔之間的分度誤差始終小於(yu) 一個(ge) 脈衝(chong) 當量,可以實現在3600轉角誤差為(wei) 0的分度精度要求。
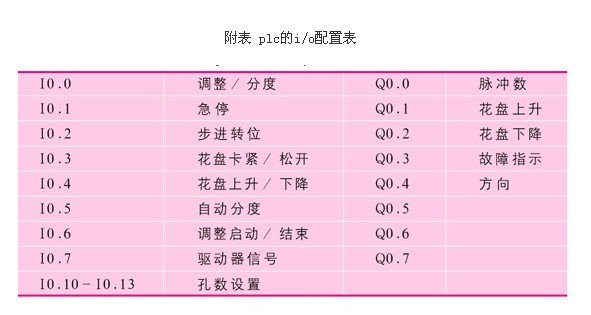
附表 plc的i/o配置表#p#分頁標題#e#
分度算法梯形圖
分度算法梯形圖如附圖所示。
結束語
該大型數控分度頭應用於(yu) 1000mm~2000mm的軸承內(nei) 、外套的分度。主要優(you) 點為(wei) :(1)分度精度高。驅動器在最高細分10000工作狀態下,孔孔之間分度誤差可控製在7.3μm,可以實現3600轉角誤差為(wei) 0的分度精度要求,滿足了工件的分度要求。(2)工作效率高,分度速度快。選用的plc最高頻率為(wei) 200hz,在自動分度工作狀態下,50個(ge) 孔的分度工作不足十分鍾即可完成。(3)操作靈活、簡便。該數控分度頭實現調整(不分度)、手動或自動分度等電氣操作。人工分度方式需要測量、畫線等費工費時,由plc控製的步進電機自動分度方式隻需輸入分度數,即可實現分度的多種控製。(4)該數控分度頭經濟、實用。投入使用後,較好地解決(jue) 了以往大型軸承內(nei) 、外套的分度存在的問題,提高了軸承產(chan) 品質量,降低工人勞動強度。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們