




1、問題的提出
我公司濕法生產(chan) 線有幾十台電動執行機構,大多數通過手操器、伺服放大器來實現對工藝閥門的控製。由於(yu) 工況條件差、電子元器件易老化,伺服放大器容易發生故障,影響了整個(ge) 執行機構的性能。如伺服放大器振蕩,引起執行器振蕩,導致伺服電動機抱閘失靈,增加了執行器伺服電動機的故障率,造成工藝參數的波動,影響了生產(chan) 。
2、原控製原理
原控製原理框圖如圖1。手操器給定前置磁放大器4~20mA信號,前置磁放大器的線路是直流輸出內(nei) 反饋推挽線路,給定信號經過和電動執行器位置發送器反饋的4~20mA信號比較後,由電子開關(guan) 與(yu) 觸發器控製電動執行器伺服電動機正轉或反轉;同時,電動執行器位置發送器反饋的4~20mA信號,也隨之發生變化,並把反饋信號送回前置磁放大器進行比較,直到給定與(yu) 反饋信號平衡為(wei) 止。由於(yu) 反饋信號與(yu) 手操器的顯示和伺服前置磁放大器串聯,因此反饋與(yu) 給定信號比較的同時,也在手操器上顯示反饋信號的變化過程。
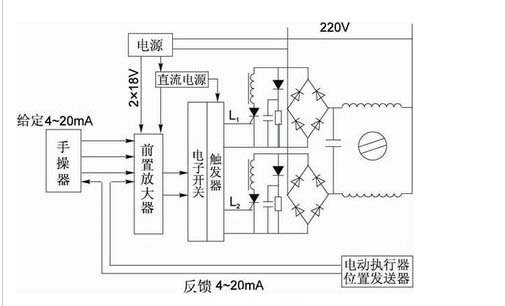
圖1伺服放大控製原理
伺服前置磁放大器中“調零”電位器和“穩定”電位器,是電動執行機構能否產(chan) 生振蕩的關(guan) 鍵,也是故障易發點;伺服電子開關(guan) 與(yu) 觸發器回路中可控矽、二極管、限流電感、單結晶管,也是故障易發點。
3、利用“無伺服”技術控製執行機構
在1999年11月開始的3號窯技改中,建立了3號窯係統的DCS係統。同時,根據我們(men) 長期使用執行器和無伺服改造的經驗,在3號煤磨對袋除塵排風機入口閥、冷風閥等5台執行器進行了帶RC滅弧和RV壓敏電阻的無伺服控製改造。
利用梯形圖程序(圖2),對220V和380V電動執行器,模擬實現了伺服放大器的比較、放大功能,用開關(guan) 量輸出模塊實現了電動執行器的驅動控製,利用模擬量輸入模塊完成工藝閥門位置反饋量采集。
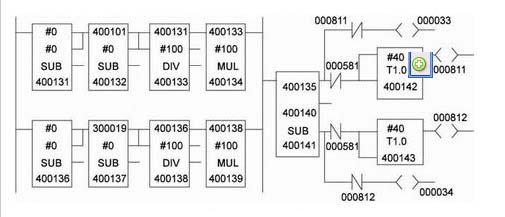
圖2無伺服控製梯形圖程序
梯形圖程序中400101的值由操作員給定,經除法與(yu) 乘法運算取整後賦值給400135;同理300019為(wei) 反饋值,經除法與(yu) 乘法運算取整後賦值給400140。400135與(yu) 400140比較後分別驅動相應的000033線圈,使硬線路(見圖3)中的中間繼電器K1吸合,交流接觸器KM1動作,電動機正轉;反之驅動000034線圈,使硬線路中的中間繼電器K2吸合,交流接觸器KM2動作,電動機反轉,從(cong) 而實現了現場電動執行器伺服電動機的無伺服正轉或反轉。
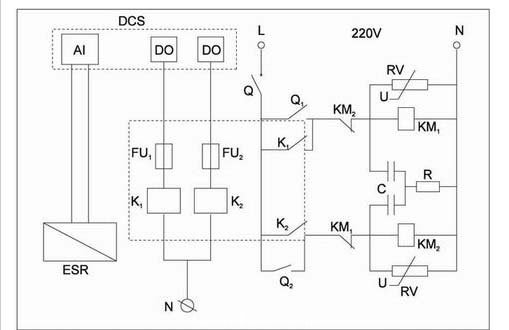
圖3電動執行器控製原理
DCS:控製係統;ESR:執行器位置發送器;Q:電源低壓斷路器;Q1、Q2:維護、維修開關(guan) ;RC:滅弧裝置;RV:壓敏電阻
梯形圖程序中“#100”是取整運算值。“100”實際是控製閥門開度的精度,即死區控製範圍。在精度要求高的控製中可取“#50”或更小,它相當於(yu) 伺服前置磁放大器中“穩定”電位器的作用。000581為(wei) 程序中的複位線圈。“#40”為(wei) 驅動輸出保持40s後,自動斷開輸出。
改造後硬線路可同時適用220V和380V。
選用220V或380V執行器,由於(yu) 是集中控製,每台電動執行器須增加兩(liang) 隻中間繼電器和1台機旁控製箱;若能與(yu) 生產(chan) 廠協商,將接觸器及RC滅弧裝置和壓敏電阻安裝於(yu) 電動執行器內(nei) 部,則可方便安裝與(yu) 操作。我公司已對生產(chan) 線上的西門子執行器進行了如上改造。
4、使用效果
改造後的5台無伺服控製執行機構已投運半年多,自控性能大大提高,完全適應水泥生產(chan) 現場的惡劣工作環境,無需人為(wei) 幹預,運行可靠,故障率低,維護量大大減少,降低了維修成本,同時節省了手操器和伺服放大器的投入費用。RC滅弧裝置、RV壓敏電阻可以抑製驅動回路拉弧現象的產(chan) 生,保證控製回路安全有效的長期運行。為(wei) 工藝操作提供了穩定、準確的參數,方便了操作,完善了係統功能。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們