




在過去的數年中,激光在許多應用中越來越流行,主要是由於(yu) 它們(men) 具備柔性及加工速度。然而,今天傳(chuan) 統激光器已經達到了它們(men) 的極限,在麵對更精密的應用如晶圓劃片時,會(hui) 產(chan) 生顯著的汙染,較低的生產(chan) 率,以及熱量問題。而一種新的方法能夠克服這些問題,通過將激光束同水刀結合起來。通過利用水,切割深度得到增加,汙染被防止,熱影響也不複存在了。和傳(chuan) 統基於(yu) 激光的技術相比的不同,水刀導引激光在目前無法通過激光完成的應用中獲得了成功。
基本原理
激光通過鏡片聚焦,使得焦點處的能量密度足夠燒蝕材料。對於(yu) 材料加工來說,焦點控製係統對於(yu) 使激光正確作用於(yu) 工件來說是必要的,因為(wei) 景深是有限的。因此工作區域一般來說小於(yu) 1mm(見圖1,左)。這即使對低功率,有限衍射的激光而
言也是一個(ge) 問題。
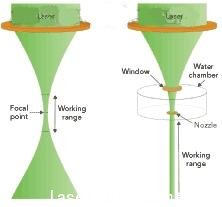
圖1.傳(chuan) 統激光(左)和水刀引導激光(右)的基本區別
為(wei) 了創造平行的激光束,激光通過水聚焦於(yu) 噴嘴中,其中一根頭發絲(si) 般粗細,低壓水射流被生成。激光束完全被包含在水刀中,因為(wei) 總的內(nei) 部反射在水/空氣介麵上,並被引導到切口的底部,隻帶來極小的能量損失(見圖1,右)。水刀的直徑並不隨著其長度而變化,其長度大概是射流直徑的1000倍左右。因此,工作區域相對傳(chuan) 統激光器來說要長得多(最長可達數厘米)。由於(yu) 不需要焦距控製,因而能加工波紋形工件。數毫米寬度及深度的微切口能夠被得到,且切割邊緣平行。
因為(wei) 水刀引導激光束的直徑隻由噴嘴的孔口直徑決(jue) 定,傳(chuan) 統激光切割中通常源於(yu) 光束橢圓率,散光以及偏振的切割不一致以及方向性依賴等問題,在這裏都不存在了。
傳(chuan) 統激光:熱效應和汙染
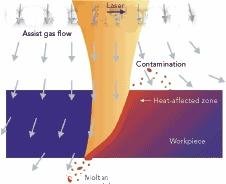
連續波形式的激光不適用於(yu) 精密加工當中,因為(wei) 激光的功率集中再一個(ge) 小點上,在材料上產(chan) 生了大量的熱量累積。脈衝(chong) 激光,如果減少了熱量累積,仍然會(hui) 產(chan) 生熱影響區(HAZ),因為(wei) 每個(ge) 脈衝(chong) 將熱量累積傳(chuan) 遞到材料當中。這一熱影響區所帶來的負麵影響有材料氧化,微裂縫,結構變形,以及低斷裂強度等。減小脈衝(chong) 間隔能防止熱影響區形成,但這些種類的激光在加工速度上非常緩慢,因此不能應用於(yu) 大批量的生產(chan) 當中。
第二個(ge) 主要問題是汙染,由於(yu) 熔化及凝結後的材料仍殘留在切口及切割表麵。為(wei) 了消除它們(men) ,有限氣壓(20bar)的輔助氣流通常在激光束附近被生成。但是,這一氣流並不十分有效,因為(wei) 僅(jin) 有一小部分的氣體(ti) 穿透進入切口。除了切口附近的碎屑,還有熔化顆粒以及蒸發材料在表麵的沉積(見圖2)。完全避免汙染的唯一一種方式是在切割過程中加入保護塗層,但這一方案通常不被使用,因為(wei) 附加的一些步驟會(hui) 帶來額外的費用。
傳(chuan) 統激光切割
水刀引導式激光:無損加工方式
水刀引導激光使用脈衝(chong) 激光,因而在兩(liang) 個(ge) 激光脈衝(chong) 之間,水射流對切割邊緣進行冷卻。因為(wei) 熱量不能在材料中累積,熱影響區可忽略不計。水射流也被用於(yu) 材料取出。這相對於(yu) 氣體(ti) 輔助的取出方式要更為(wei) 有效,因為(wei) 水刀包含更高等級的動能。大多數熔化的材料被水射流清除,隻有一小部分碎屑存留下來。為(wei) 了避免沉積,在工件表麵會(hui) 產(chan) 生一層很薄的水膜。落在薄膜上的顆粒很快冷卻並無法粘結在工件的表麵(見圖3)。采用保護性水膜的同時不可使用傳(chuan) 統幹式激光,這主要出於(yu) 焦距靈敏度和功率損失的原因。
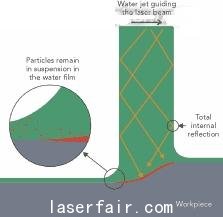
圖3.水刀引導式激光切割
因為(wei) 水射流非常細 (通常直徑從(cong) 25微米到75微米),其作用力在工件上是微乎其微的,即使是以500bar水壓(小於(yu) 0.1N)。水量消耗也是非常少的(1升/分鍾)。
由於(yu) 具有完全不同的特征,幹式及濕式激光是兩(liang) 種不相似的技術。這兩(liang) 種技術也因此不被用於(yu) 完全相同的應用中。傳(chuan) 統激光對於(yu) 鑽小及深孔非常有效。因為(wei) 水需要排出,因而該類應用中如使用水刀引導式激光技術,孔的深寬比被限製在1∶1左右。
高功率幹式激光比水刀引導式激光在低吸收率材料的加工上更為(wei) 有效率。舉(ju) 例來說,激光微水射流能夠切斷最大厚度150微米的銅片,而傳(chuan) 統的激光切割能夠通過熱量累積在相同材料上生成1mm深的切口。除了這一例子之外,
由於(yu) 不產(chan) 生任何熱損傷(shang) ,水刀引導激光能夠比幹式激光更好地加工多種類型的材料。對於(yu) 切割和雕刻應用來說,需要更微小的尺寸以及無損傷(shang) ,這方麵正是水刀引導激光的強項。這一技術的潛在應用領域包括薄晶圓劃片,鋼板及鋼管切割,以及太陽能電池加工等。激光微水射流技術同樣非常適合用於(yu) 加工對熱敏感或有毒材料,如記憶合金Nitinol(鎳鈦諾)或GaAs(砷化镓)。
光束形成和導出的方式,以及水冷卻及清潔的效果,使得激光水刀在材料微加工領域成為(wei) 一種無法匹及的工具,它能通過多模式,高平均輸出功率的激光束,帶來高生產(chan) 率和高質量的加工效果。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們