




1.前言
全自動錫膏印刷機(圖1)是SMT(表麵貼裝技術)生產(chan) 線的關(guan) 鍵設備之一。作為(wei) 表麵貼裝生產(chan) 線的第一道工序,錫膏印刷質量的好壞對SMT產(chan) 品的合格率有著極其重大的影響。影響錫膏印刷質量的一個(ge) 重要因素是印刷機各部分的運動控製精度,目前SMT產(chan) 品的生產(chan) 向高產(chan) 出率和“零缺陷”方向發展,在生產(chan) 中,印刷機需要長時間穩定不間斷地高速運行,這對其運動控製係統的運行速度、穩定性及可靠性提出了很高的要求。
圖1 全自動錫膏印刷機
2.自動PCB印刷機的工作原理
錫膏印刷機主要包括以下幾個(ge) 部件:視覺係統、刮刀模組、PCB傳(chuan) 送軌道和糾偏定位平台。控製各部件運動的共有8個(ge) 驅動軸,其中,板寬調整控製動導軌前後移動,將PCB傳(chuan) 送軌道調整到與(yu) 待加工PCB相應的寬度;相機X、相機Y控製相機移動到MARK點位置;平台X、平台Y1、平台Y2控製糾偏定位平台前後、左右移動並旋轉角度,使PCB與(yu) 鋼網準確對齊;平台升降控製糾偏定位平台升降,完成平台工作位置切換;刮刀拖動控製刮刀模組前後移動,完成印刷。各驅動軸運動均為(wei) 點位運動,無聯動要求。
印刷機的工作流程為(wei) :⑴ PCB通過PCB傳(chuan) 送軌道進入印刷機後,安裝在PCB傳(chuan) 送軌道上的PCB夾緊裝置將PCB固定;⑵ 視覺係統依次根據PCB及鋼網上各自兩(liang) 個(ge) MARK點發出位置反饋信號;⑶ 調整平台糾正PCB與(yu) 鋼網間的位置及角度偏差,將PCB與(yu) 鋼網準確對齊;⑷ 糾偏定位平台上升到印刷位置,刮刀模組上的刮刀前後移動將錫膏均勻的印刷到PCB的焊盤上;⑸ 糾偏定位平台下降到原位,PCB夾緊裝置鬆開,PCB 建立和絕對位置定位的實現。傳(chuan) 送帶將PCB送出印刷機,完成一個(ge) 工作循環。
3.台達控製方案
3.1 台達多軸運動控製卡
台達運動控製卡係統組成如圖2所示。

圖2台達運動控製卡係統組成框圖
台達多軸運動控製卡電控係統硬件結構如圖3所示。

圖3 全自動印刷機電控係統組成圖
台達運動控製卡電控係統組成:
⑴ 多軸運動控製卡PCI-DMC-A01 1片;
⑵ 4路脈衝(chong) 輸出模塊ASD-DMC-04PI 2台;
⑶ 搭配的伺服驅動器:200W ASD-A2-0221-F 1台、400W ASD-A2-0421-F 1台、750W ASD-A2-0721-F 2台;
⑷ 搭配的64點輸入模塊ASD-DMC-64MN 1台、64點輸出模塊ASD-DMC-64NT 1台。
3.2 台達多軸運動控製卡電控係統軟件編程
通過對錫膏印刷機工作方式進行分析,可知印刷機各軸有著相同的基本運動方式:原點搜索(REFERENCE)、絕對位置定位(ABS)和點動控製(JoG)。其中,點動控製(JOG)用於(yu) 印刷機的手動調試,在正常運行中將被禁止使用;原點搜索(REFER—ENCE)用於(yu) 建立各軸運動的坐標原點;絕對位置定位(ASS)用於(yu) 在原點建立後完成運動定位。由於(yu) 各軸有著相同的基本運動方式,在編寫(xie) 控製程序時可以采用相同的程序結構。按照功能的不同將程序劃分為(wei) 4個(ge) 模塊:初始化、通信校驗、運動控製及故障處理。在初始化中,程序回到初始狀態,各參數恢複到初始值;通信校驗中,對從(cong) 上位機接受到的命令進行校驗,並對錯誤命令進行處理;運動控製包括上述三種基本運動方式的實現;故障處理中對運行過程中發生的故障進行處理。
3.3 采用台達運動控製卡優(you) 勢
采用台達運動控製卡具有以下優(you) 勢:
⑴ 配線簡單,獨特的台達DMC-NET, 大大減少控製端配線,減少了係統的可靠性,降低了維護成本,如圖4。
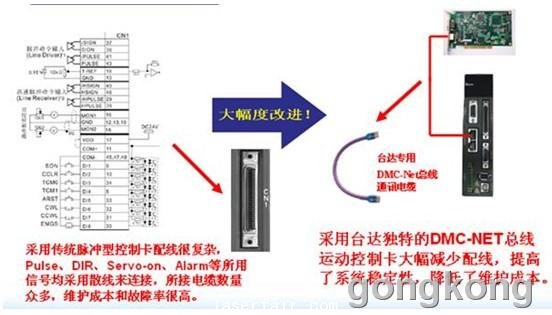
圖4 台達DMC-NET配線圖
⑵ 穩定的係統網絡架構,擁有高穩定度的DMCNET通訊網絡,有效地降低無效的數據流, 大幅度地提高了係統的穩定度,如圖5。

圖5 台達DMC-NET總線配置圖
⑶ 固定的指令周期,在固定的1ms指令周期內(nei) 可交換12軸馬達的數據。如圖6。

圖6 台達DMC-NET連接圖
4.結束語
隨著電子產(chan) 品向微型化、便攜式、網絡化和多媒體(ti) 方向迅速發展,SMT(表麵貼裝技術)在電子工業(ye) 中正得到越來越廣泛的應用,並且在許多領域部分或全部取代了傳(chuan) 統電子裝配技術,SMT的出現使傳(chuan) 統電子裝配技術發生了根本的、革命性的變革。在SMT裝備研製過程中,涉及到兩(liang) 項關(guan) 鍵技術:其一是視覺位置誤差反饋信號的計算與(yu) 獲取,另一個(ge) 是運動控製係統的精確定位。采用台達多軸運動控製卡的方案,大大縮短了工控機IPC的CPU占用時間,提高了係統響應的實時性,並且提高了自動PCB印刷機係統的定位精度和響應速度,使得自動PCB印刷機取得了很好的經濟效益。
作者簡介:
焦健,出生於(yu) 1978年7月,畢業(ye) 於(yu) 燕山大學電子信息工程專(zhuan) 業(ye) 。目前就職於(yu) 中達電通伺服數控產(chan) 品處任高級應用工程師,主要從(cong) 事運動控製卡產(chan) 品的技術開發、產(chan) 品企劃與(yu) 行銷推廣,擁有運動控製卡產(chan) 品,以及半導體(ti) 、包裝、印刷、紡織行業(ye) 的豐(feng) 富自動化技術整合應用經驗
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們