




一:基本原理
用激光焊接加工是利用高輻射強度的激光束,激光束經過光學係統聚焦後,其激光焦點的功率密度為(wei) 104~107W/cm2,加工工件置於(yu) 激光焦點附近進行加熱融化,熔化現象能否產(chan) 生和產(chan) 生的強弱程度主要取決(jue) 於(yu) 激光作用材料表麵的時間、功率密度和峰值功率。控製上述各參數就可利用激光進行各種不同的焊接加工。由於(yu) 激光獨有的高亮度、高方向性、高單色性、高相幹性,在工業(ye) 加工中的應用十分廣泛,成為(wei) 焊接技術的重要加工手段。

二:激光焊接的特點
1. 高的深寬比。
焊縫深而窄,焊縫光亮美觀。
2. 最小熱輸入 。
由於(yu) 功率密度高,熔化過程極快,輸入工件熱量很低, 焊接速度快,熱變形小,熱影響區小。
3. 高致密性。
焊縫生成過程中,熔池不斷攪拌,氣體(ti) 易出,導致生成無氣孔熔透焊縫。焊後高的冷卻速度又易使焊縫組織微細化,焊縫強度、韌性和綜合性能高。
4. 強固焊縫。
高溫熱源和對非金屬組份的充分吸收產(chan) 生純化作用,降低了雜質含量,改變夾雜尺寸和其在熔池中的分布,焊接過程中無需電極或填充焊絲(si) ,熔化區受汙染小, 使焊縫強度、韌性至少相當於(yu) 甚至超過母體(ti) 金屬
5. 精確控製。
因為(wei) 聚焦光斑很小,焊縫可以高精度定位,光束容易傳(chuan) 輸與(yu) 控製,不需要經常更換焊炬、噴咀,顯著減少停機輔助時間,生產(chan) 效率高,光無慣性,還可以在高速下急停和重新啟始。
6. 非接觸、大氣環境焊接過程。
因為(wei) 能量來自激光,工件無物理接觸,因此沒有力施加於(yu) 工件。另磁場對激光焊接無影響。
7. 由於(yu) 平均熱輸入低,加工精度高,可減少再加工費用,另外,激光焊接運轉費用較低,從(cong) 而可降低工件成本。
8. 容易實現自動化,對光束強度與(yu) 精細定位能進行有效控製。
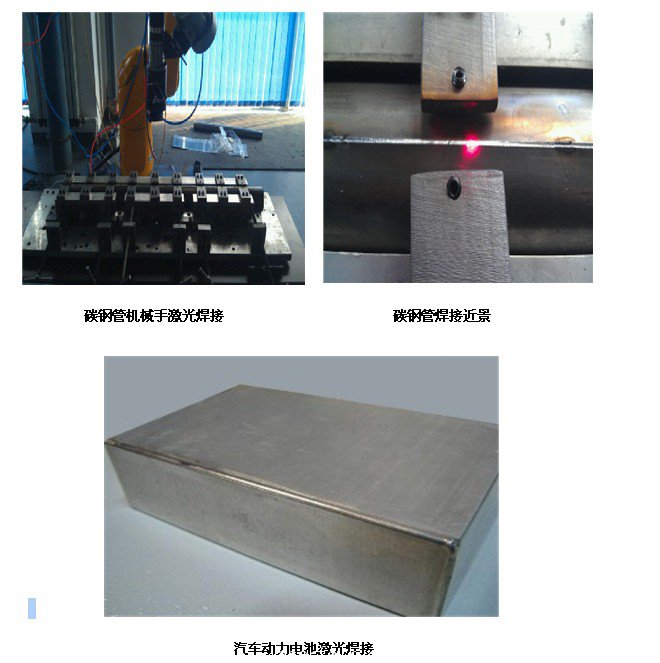
三:激光焊接實例
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們