




采用矩形光斑進行激光淬火,具有較高的淬火效率和淬火均勻性,通過寬帶矩形光斑進行多道搭接激光淬火,是實現大麵積激光淬火強化的重要途徑。然而,寬帶多道激光淬火過程中,搭接帶間的軟化問題是困擾其應用的關(guan) 鍵,本研究對此進行了工藝優(you) 化研究。
一、試驗材料及設備
試驗所用材料為(wei) 42CrMo,采用CT-150半導體(ti) 激光專(zhuan) 用吸光塗料,噴塗在樣品表麵,提高其吸光率。激光設備為(wei) 3kW機器人半導體(ti) 激光強化係統,聚焦鏡為(wei) 15mm×2mm的寬帶鏡。
利用XJL-03型顯微鏡進行熔覆層組織分析,采用HVS-1000A維氏硬度計測定熔覆層的顯微硬度,測量時載荷0.2kg,加載時間為(wei) 10s,分析淬火帶及搭接帶的硬度分布規律。
二、試驗結果
激光功率選擇2kW,掃描速度選擇8mm s-1,光斑為(wei) 15mm×2mm,改變搭接量分別為(wei) 0.5mm、1mm和2mm進行試驗。不同搭接量及不同深度處,硬度曲線圖。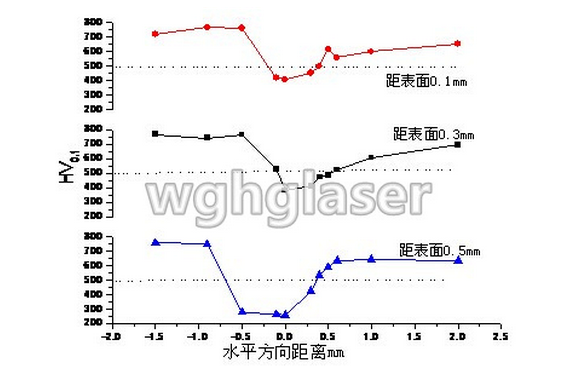
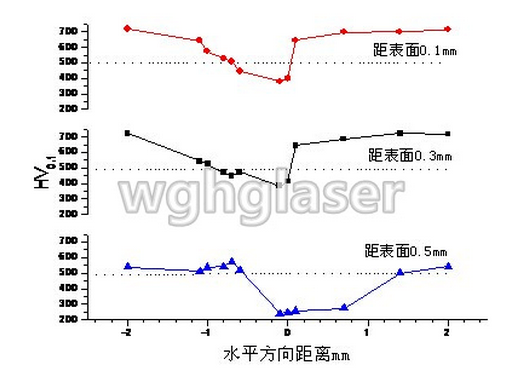
圖2 搭接量為(wei) 1mm、離表麵不同距離處的硬度分布圖
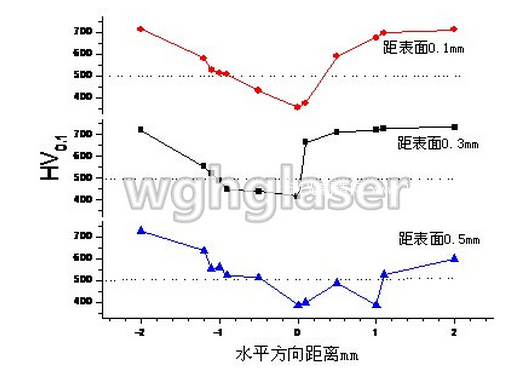
圖3搭接量為(wei) 2mm、離表麵不同距離處的硬度分布圖
三、結論
搭接0.5mm,1mm,2mm時表麵軟化帶寬度分別為(wei) 0.7mm,1.1mm和1.2mm,軟化帶的硬度差別不大,約為(wei) HV400-440,但是搭接0.5mm,1mm時,搭接區域硬化層底部存在未淬火的三角形區,硬度僅(jin) 為(wei) HV240,三角形麵積隨搭接量的減小而增大。因此,最優(you) 化搭接參數為(wei) 搭接量為(wei) 2mm,即搭接率為(wei) 13.3%。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們