




目前,在鈑金加工行業(ye) 內(nei) 主要的金屬鈑金切割激光加工機有2種,一種是大約20年前從(cong) 工業(ye) 激光改造成產(chan) 品的CO2激光加工機,另一種是大概5年前正式從(cong) 工業(ye) 激光改造成產(chan) 品的光纖激光加工機。從(cong) 近幾年中國鈑金設備市場中激光加工光機的銷售台數來看,CO2激光加工機占40%而光纖激光加工機占到60%。我們(men) 知道,近年來光纖激光加工機的勢頭猛烈,正在不斷地被市場認可,銷售台數正逐步擴大。
CO2激光和光纖激光的基本區別
雖然現在的市場趨勢是偏向光纖激光加工機,但是光纖激光加工機真的是最好的選擇嗎?CO2激光和光纖激光,兩(liang) 者因激光的物理特征不同,所以激光加工的工藝也不同。當然實際上兩(liang) 者有各自的長處和短處,根據加工對象的不同,各自有優(you) 勢也有劣勢。
CO2激光是通過激發二氧化碳分子而得到的氣體(ti) 光束,它的波長是10.6μm;而光纖激光是在光纖中放入一種作為(wei) 媒介的Yb(ytterbium)化合物的結晶,將這個(ge) 結晶體(ti) 用光束照射後得到的固體(ti) 激光,它的波長是1.08μm。波長不同這一物理特點對兩(liang) 者的加工特性帶來很大的影響。
最初光纖激光這一概念是由於(yu) 它是通過光纖能夠傳(chuan) 播的激光被人認識的。能夠通過光纖進行傳(chuan) 播的原因在於(yu) 它的波長,正因為(wei) 它1.08μm的波長,才能夠通過光纖進行傳(chuan) 播。用光纖進行傳(chuan) 播的優(you) 勢就是它的光學部品的使用壽命較長以及維護性能較高。
CO2激光加工機從(cong) 發振器到加工點,是借助反射鏡傳(chuan) 播激光的,一般是在與(yu) 外界空氣隔離的光路內(nei) 進行傳(chuan) 播。光路內(nei) 雖然被沒有普通灰塵或異物的空氣所填滿,但是反射鏡的表麵經過長時間使用以後,也會(hui) 被髒東(dong) 西附著,需要進行清掃。另外,反射鏡本身也會(hui) 因吸收微量的激光能源而損耗,需要進行更換。再加上要從(cong) 發振器到加工點傳(chuan) 播激光,需要用多個(ge) 反射鏡來調整激光的反射角度進行傳(chuan) 播,所以要維持正常的運行需要一定的技術能力和管理。
但是,光纖激光加工機從(cong) 發振器到加工點,激光是經由1根光纖來傳(chuan) 播的。這根光纖一般被叫做導光光纖。由於(yu) 不需要像反射鏡那樣的光學部品,又是在與(yu) 外界空氣隔離的導光光纖內(nei) 傳(chuan) 播激光的,所以激光幾乎不會(hui) 被損耗,可是嚴(yan) 格說來,激光在導光光纖的外圍進行反複傳(chuan) 播,所以導光光纖自己本身多少會(hui) 有所損耗,不過這個(ge) 和CO2激光加工機中的反射鏡相比,使用壽命要長好幾倍。另外,如果傳(chuan) 播路徑是在導光光纖的最小曲率以上的話,那麽(me) 就能夠自由決(jue) 定路徑,所以調整和維持起來也非常方便。
在激光的生成過程(激光發振器構造)中,兩(liang) 者也有所不同。CO2激光發振器是將混有CO2的氣體(ti) 放置在放電空間之後,生成激光的。為(wei) 了確保從(cong) 激光輸出功率而得出的共振長正常運作,在發振器的內(nei) 部配置了光學部品,而且發振器內(nei) 部的光學部品需要進行定期的清掃和更換。
光纖激光發振器,就像剛才所提到的,生成激光是在光纖內(nei) 部進行的,而且與(yu) 外界空氣相隔離,沒有光學部品,所以就幾乎沒有必要定期維護。
CO2激光發振器的清掃等維護周期是設定在大約4000個(ge) 小時,而光纖激光發振器是設定在大約20000個(ge) 小時。前麵所提到的在使用壽命和維護性能等方麵,可以說對於(yu) 光纖激光加工機來說有很大的優(you) 勢。
另外,我們(men) 也可以試著從(cong) 消耗電力之類的運營成本角度也來進行比較。CO2激光發振器的光電轉換率據說大概在10~15%,而光纖激光發振器大概在35~40%。由於(yu) 光電轉換率高,所以轉變成發散熱量的電氣能源變少,光纖激光加工機才能夠將冷卻機之類的冷卻裝置所消耗的電力控製得更低。一般來說,光纖激光加工機的發振器,對於(yu) 發振器的冷卻溫度管理相對於(yu) CO2發振器來說精度要求更高,但是,同樣的激光輸出功率下,光纖激光加工機的發振器用CO2激光發振器的1/2~2/3左右的冷卻能力就足夠了。所以從(cong) 激光加工機所有裝置的消耗電力來考慮,光纖激光加工機在CO2激光加工機的1/3左右的消耗電力下就能夠運行,可以說是非常節能的激光加工機。
加工特性的區別
在CO2激光和光纖激光的加工方麵,因各自的波長不同,兩(liang) 者的區別很大。
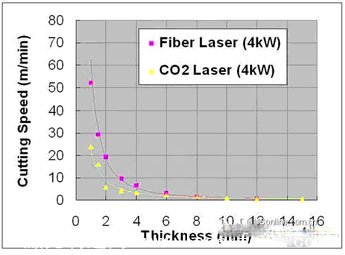
圖1.不鏽鋼材料的加工速度比較圖
圖1所示的是在加工不鏽鋼材料時,CO2激光加工機和光纖激光加工機的加工速度的比較圖。激光的輸出功率都是4kW。我們(men) 可以看到在板厚4.0mm以下的領域中,光纖激光加工機能夠以CO2激光加工機的2~3倍的加工速度進行加工。
為(wei) 什麽(me) 即使在同樣的輸出功率下,加工速度方麵會(hui) 有這麽(me) 大的差距?首先可以說是因為(wei) 激光能源對金屬材料的吸收率這一部分存在著很大的差異。不僅(jin) 僅(jin) 是金屬材料,世間萬(wan) 物中,由於(yu) 物質的物理特性不同,在不同的光的波長下,光能的吸收率也不同。例如上述所舉(ju) 的不鏽鋼材料,它對CO2激光的吸收率大約是12%,而對光纖激光的吸收率是大概35%,相差3倍左右。所謂的吸收率高,是指激光在照射到金屬材料之後,光能轉換成熱能後熔化金屬材料這一步驟的時間非常短,所以也就能夠以很快的加工速度形成切割加工工藝。
如果要用激光加工機對石英玻璃進行切割加工的話,那麽(me) 用CO2激光加工機是可以進行切割加工的,但是用光纖激光加工機卻不能進行切割加工。這個(ge) 是由於(yu) 石英玻璃可吸收CO2激光的波長,而對光纖激光的波長不吸收反而會(hui) 穿透這一物理原理引起的。另外,平時我們(men) 所說的光纖激光在鋁、銅等高反射性材料的切割領域中,比CO2激光加工機更加有優(you) 勢,也是因為(wei) 金屬材料更能吸收光纖激光的波長這一物理特性的原理。
在比較不鏽鋼材料的加工速度時,我們(men) 可以看到在板厚超過6.0mm的領域內(nei) ,兩(liang) 者的加工速度是基本相同的。從(cong) 切割加工的工藝來看,與(yu) 其參考瞬間熔化金屬的係數,還不如參考如何將熔化的金屬更高效排除的係數更為(wei) 重要。用激光進行切割加工時,要一邊將輔助氣體(ti) (普遍是指氮氣、氧氣等)噴射至加工點一邊將激光照射至材料,這樣才能得到良好的加工狀態。不同的切割對象的材料,采用的輔助氣體(ti) 也不同。另外,輔助氣體(ti) 的另一大作用是將熔化後的金屬從(cong) 材料的下方隔離出來。在加工對象是厚板的情況下,要得到良好的切割狀態,需要輔助氣體(ti) 發揮作用,把要熔化的金屬從(cong) 材料的下麵部分下方隔離出來,最終可以達到提高加工速度的效果。#p#分頁標題#e#
但是,從(cong) 加工領域和切割品質的角度來看,可以說CO2激光加工機更勝一籌。CO2激光加工機在行業(ye) 內(nei) 自實用化以來大概經曆了30年的曆程,它的加工工藝中很多的特性已經被大家研究透徹,所以已經能夠對應從(cong) 薄板到厚板的加工領域。另外,加工技術也已經非常成熟,可以保證一定的加工品質,不僅(jin) 僅(jin) 具備了切割各種形狀的加工技術,同時還具備了能夠確保切割麵達到一定粗糙度之類的加工技術。
用光纖激光加工機的切割加工在保證切割品質方麵還有一些難題未能解決(jue) 。特別是在板厚超過3.0mm的領域內(nei) ,用光纖激光加工機加工出的產(chan) 品,切割麵的下方會(hui) 有一些明顯的小顆粒附在表麵難以剝離,這些小顆粒就是我們(men) 常說的浮渣。另外,切割加工麵也與(yu) CO2激光加工機相比成形更加粗糙。這個(ge) 就是上述所說的對金屬材料的吸收度較高這一特性所引起的現象。激光加工是將激光反射至材料表麵,然後金屬被熔化之後落下去的過程。光纖激光在吸收率比較高的金屬表麵被反射時,會(hui) 引起反吸收熔化切割麵的金屬,導致切割後得到的切割斷麵變得粗糙。

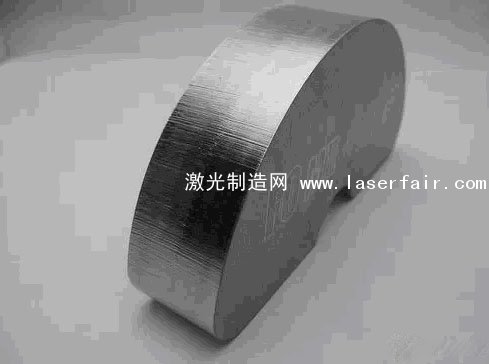
圖2.CO2激光加工機的加工成形樣品
(左:不鏽鋼材料20mm右:軟鋼板25mm)
加工品質是難以將其數值化的項目之一,所以很多客戶在選擇激光加工機時不怎麽(me) 重視。但是,前麵所講的浮渣問題就是有關(guan) 加工品質的問題。采用光纖激光加工機即使速度變快,成本控製得很低,激光切割加工之後,要是需要進行去除浮渣等後道工序的話,總的加工成本與(yu) 用CO2激光加工機加工出來的成本差不多。意思是說,大家需要更加重視激光切割加工機的加工品質。
激光加工機的運動性能
雖然我用光纖激光和CO2激光的概念進行了比較,但是實際在選擇激光加工機時,隻要做這樣的比較就可以了嗎?光纖和CO2的概念,始終是激光加工機的構成要素——發振器的比較。激光加工機的構成係統中還有叫X、Y、Z的驅動軸,這個(ge) 驅動軸的運動性能和控製性能也是一個(ge) 很大的構成要素。
激光加工機加工的形狀除了圓孔、方孔、矩形以外還有異形孔、楔形、凹凸等複雜的外觀形狀。所以不管加工速度有多快,如果決(jue) 定加工形狀的XY驅動軸的運動性能低的話,縮短加工時間也就無望了。假設用光纖激光機加工,加工速度是40m/min,用CO2激光加工機加工,加工速度是20m/min,那麽(me) 光纖激光機的加工時間會(hui) 是因為(wei) 它的速度是CO2激光加工機的2倍,所以在加工某個(ge) 形狀時,加工時間也是CO2激光加工機的1/2嗎?如果加工的形狀複雜,加工孔數多的話,答案就變成了NO。要明顯體(ti) 現出加工速度差的話,需要提高驅動軸的運動性能,特別是切割加工時的加減速能力。
激光加工機的綜合能力
有了較高的加減速性能,還需要能夠承受其運動性能的強韌的高剛性機架。為(wei) 了保持產(chan) 品的加工精度,就需要能夠控製高運動性的內(nei) 在結構。要最大發揮發振器的激光加工能力,就需要提高包括驅動軸在內(nei) 的激光加工機的綜合能力。
因為(wei) 光纖激光加工機的構成要素相對比較簡單,所以在考慮設計和製造激光加工機時,沒有激光加工技術,也能製造出一定質量的光纖激光加工機。另外,光纖激光加工機的很多構成要素在市場上是可以買(mai) 得到的,而且將這些構成要素組裝後做出來的加工機其加工能力也基本不遜色。這就是最近為(wei) 什麽(me) 製造銷售光纖激光加工機廠家泛濫的原因之一。
但是在CO2激光加工機中,需要很多像激光傳(chuan) 播之類的加工技術,所以各個(ge) 加工機廠家之間就很容易出現特征和性能方麵的差異。真正的激光加工機的廠家應該具備成熟的技術,有能力設計和製造CO2激光加工機,還要用從(cong) 生產(chan) CO2激光加工機所積累的加工技術能夠用來來設計和製造光纖激光加工機,擁有這樣子加工技術的廠家才是今後加工機市場上所需要的。
雖然加工精度和加工品質很難用數值來表現,但是能夠始終保持較高的加工精度和加工品質,而且運動性能也非常高的激光加工機才是最好的選擇。但是,在決(jue) 定之前還需要根據加工內(nei) 容,進行冷靜判斷。如果加工的材料中薄板比較多,生產(chan) 量比較大,還想控製加工成本的話,光纖激光加工機是最好的選擇。但是,如果很多時候需要加工超過6.0mm的厚板,或者需要達到一定加工品質的話,CO2激光加工機比較合適。後續作業(ye) 需要用另外的工藝進行,而且用人力來操作的話,總的加工成本是非常高的。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們