




背景
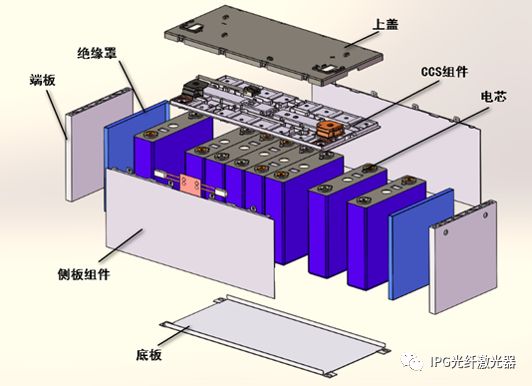
由於(yu) 鋰離子電池具有電壓高、容量大、體(ti) 積小、質量輕,工作溫度範圍寬等優(you) 點,鋰離子電池組已被廣泛應用在各個(ge) 領域,尤其應用於(yu) 電動車輛領域。目前電動車輛電池串並數目較多,為(wei) 了保證電池組裝過程中的安全和提高生產(chan) 工藝性,以及電池的售後可維護性,電池係統采取模塊化設計,不同數目的電池串並在一起,形成一個(ge) 模組。模組之間的電池間連接通過比較薄的匯流排連接,單模組邊界因為(wei) 需要集流,對匯流排厚度有一定要求。
案例描述
通過將匯流排(銅和鋁材質)焊接到電池正負極導電柱上,實現電池組的串聯或並聯。
實驗一
| 激光器 | YLS-4000 |
| 模式 | CW 連續 |
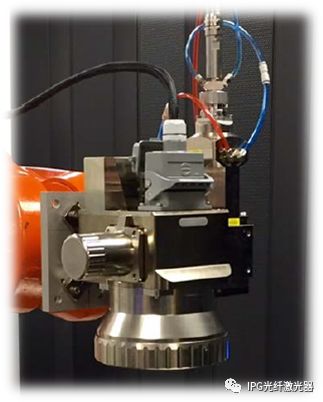
| 加工頭 | FLW D50 |
| 材料 | 鋁(厚1.2mm) |
| 功率 | 2700 W |
| 速度 | 100 mm/s |
D50焊接頭
輸出功率高達50kW

YLS4000 激光器


樣件圖片

焊接效果
實驗二
| 激光器 | YLS-4000 |
| 模式 | CW 連續 |
| 加工頭 | FLW D50 |
| 材料 | 銅(厚0.5mm) |
| 功率 | 3500 W |
| 速度 | 100 mm/s |

樣件圖片
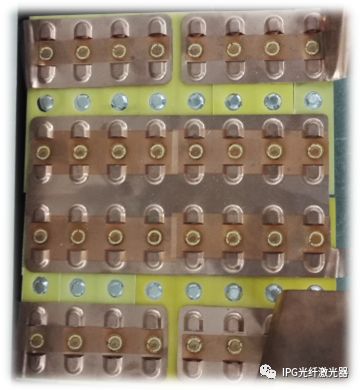
焊接效果
實驗三
| 激光器 | YLS-6000 |
| 模式 | CW 連續 |
| 加工頭 |
高功率振鏡 |
| 材料 | 銅(厚0.5mm) |
| 鋁(厚1.2mm) | |
| 功率 | 5200 W (銅) |
| 4000 W (鋁) | |
| 速度 | 120 mm/s |
高功率振鏡
輸出功率高達10kW
YLS6000 激光器

遠程焊接,焊接效率更高,一次焊多個(ge) 工序,
每兩(liang) 個(ge) 焊接點的跳轉移動時間可節約1s左右

銅焊接效果

銅焊接效果
遠程焊 vs. 定焦焊
以某型號模組為(wei) 例,共8個(ge) 電芯,16個(ge) 焊點,每個(ge) 焊點的直徑為(wei) 14mm,則:
可節約跳轉移動時間:15X1=15s
可節約焊接時間:
(14x3.14/100-14x3.14/120)X16 ≈ 1.17s
共節約15+1.17 ≈ 16.2s
總結
IPG高功率激光器穩定性強,焊接質量好,體(ti) 積小,易於(yu) 集成。配合高功率振鏡遠程焊接,可提高效率。定焦焊接,一次焊一道工序,而采用振鏡焊接則一次可以焊接多個(ge) 工序,以此來提高生產(chan) 節拍效率。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們