




inkMacSystemFont, " font-size:16px;text-align:justify;background-color:#ffffff;"=""> 對激光切割而言,除少數情況下是從(cong) 板材邊緣開始切割外,最初階段一般都必須先用激光在板材上穿一個(ge) 小孔,然後再從(cong) 小孔處開始切割。在厚板切割中,穿孔不好容易造成切割、加工不良。為(wei) 了實現穩定穿孔,本文將對穿孔的加工特性進行說明。
inkMacSystemFont, " font-size:16px;text-align:justify;background-color:#ffffff;"="">
inkMacSystemFont, " font-size:16px;text-align:justify;background-color:#ffffff;"="">
inkMacSystemFont, " font-size:16px;background-color:#ffffff;text-align:center;"=""> 穿孔方法目前基本分為(wei) 兩(liang) 種
inkMacSystemFont, " font-size:16px;background-color:#ffffff;text-align:center;"="">
脈衝(chong) 穿孔的原理是采用高峰值功率的脈衝(chong) 激光使少量材料熔化或汽化,通常采用空氣或氮氣作為(wei) 輔助氣體(ti) 。每段脈衝(chong) 激光都會(hui) 產(chan) 生小的微粒噴射,並逐步深入,直至穿透板材,因此厚板穿孔時間較長。
爆破穿孔的工作原理是材料經連續激光的照射後在中心形成一個(ge) 凹坑,然後由與(yu) 激光束同軸的氣流很快將熔融材料去除形成一個(ge) 孔。孔的大小與(yu) 板材厚度有關(guan) ,爆破穿孔平均直徑通常為(wei) 板材厚度的一半。對較厚的板材進行爆破穿孔,孔徑會(hui) 較大且不圓,因此爆破穿孔通常需要在廢料區上進行。
inkMacSystemFont, " font-size:16px;text-align:justify;background-color:#ffffff;"="">
inkMacSystemFont, " font-size:16px;text-align:justify;background-color:#ffffff;"=""> 對比這兩(liang) 種穿孔方法:脈衝(chong) 穿孔的穿孔質量要比爆破穿孔好,但由於(yu) 穿孔時間長,脈衝(chong) 穿孔成本要更高一些。為(wei) 了降低脈衝(chong) 穿孔的成本,提高穿孔效率,增強型脈衝(chong) 技術的連續高功率光纖激光器:通過優(you) 化激光輸出,提供遠超額定平均輸出功率的脈衝(chong) 峰值功率。
inkMacSystemFont, " font-size:16px;text-align:justify;background-color:#ffffff;"="">
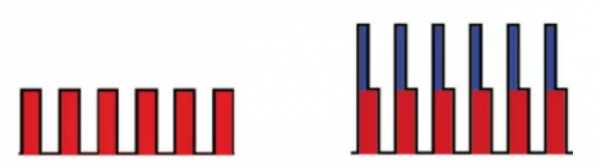
圖1常規脈衝(chong) 輸出 增強脈衝(chong) 輸出
inkMacSystemFont, " font-size:16px;text-align:justify;background-color:#ffffff;"="">
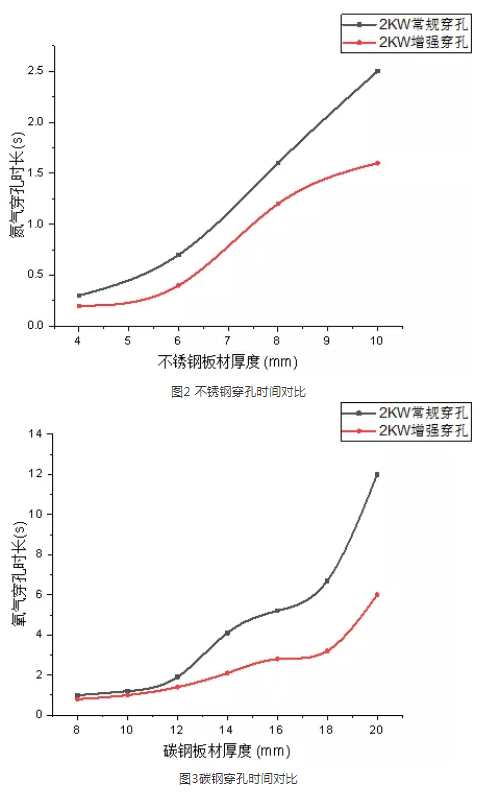
inkMacSystemFont, " font-size:16px;text-align:justify;background-color:#ffffff;"=""> 通過對2000W常規脈衝(chong) 穿孔和增強脈衝(chong) 穿孔進行了碳鋼和不鏽鋼穿孔測試,具體(ti) 數據如下:
inkMacSystemFont, " font-size:16px;text-align:justify;background-color:#ffffff;"="">
inkMacSystemFont, " font-size:16px;text-align:justify;text-indent:0em;background-color:#ffffff;"="">
inkMacSystemFont, " font-size:16px;text-align:justify;text-indent:0em;background-color:#ffffff;"="">
inkMacSystemFont, " font-size:16px;text-align:justify;background-color:#ffffff;"="">
inkMacSystemFont, " font-size:16px;text-align:justify;background-color:#ffffff;"=""> 可以看出:5mm以上厚度的不鏽鋼板材穿孔平均效率提升55%,10mm以上厚度的碳鋼板材穿孔平均效率提升80%。
inkMacSystemFont, " font-size:16px;text-align:justify;background-color:#ffffff;"="">
inkMacSystemFont, " font-size:16px;text-align:justify;background-color:#ffffff;"="">
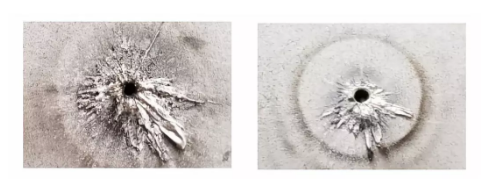
inkMacSystemFont, " font-size:16px;text-align:justify;background-color:#ffffff;"=""> 對於(yu) 高功率光纖激光器,通過提高脈衝(chong) 的峰值功率,不僅(jin) 可以縮短穿孔時間,提高穿孔效率,而且穿出來的上下孔直徑、熔渣淤積和熱影響區都較小。
inkMacSystemFont, " font-size:16px;text-align:justify;background-color:#ffffff;"="">
inkMacSystemFont, " font-size:16px;text-align:justify;background-color:#ffffff;"="">
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們