




超短脈衝(chong) (USP)激光器加工玻璃速度快、精度高,無需任何化學腐蝕過程。USP激光器尤其適合加工玻璃基材上的金屬結構,以及加工玻璃基材本身,比如,微流道。
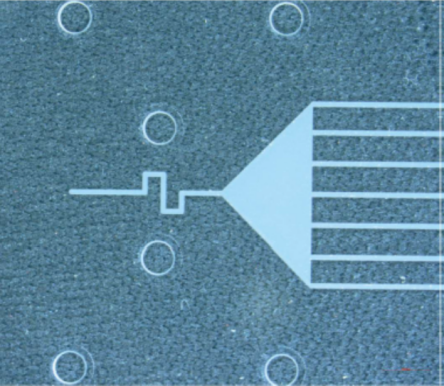
圖1:皮秒激光係統加工玻璃基材上微流控圖形
在電子領域,小型化導致對高度集成的微芯片的需求不斷增加,包括玻璃基板。玻璃基板製造商也因此提供了多種厚度、熱性能、超高電阻和優(you) 化的塗層玻璃以應對挑戰。而且,不同玻璃在不同激光照射下的光學性能不同。LPKF ProtoLaser R4超短脈衝(chong) 激光係統對於(yu) 這些加工任務均能輕鬆處理。
1、玻璃表麵薄膜金屬結構的加工
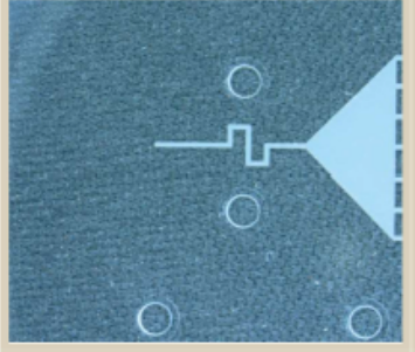
圖2:ProtoLaser R4加工玻璃,切割邊緣精準,且不會(hui) 產(chan) 生任何微裂隙。
玻璃材料表麵先被金屬化,隨後進行加工,按照設計圖形,製作成天線、傳(chuan) 感器或導體(ti) 結構 - 理想情況下,加工過程中完全不會(hui) 損傷(shang) 敏感的玻璃基板。傳(chuan) 統加工工藝複雜,仍需昂貴的塗層、曝光並需要通過濕法蝕刻進行化學腐蝕。圖形的製作需要多個(ge) 連續工藝步驟,並需要購置包括曝光顯影以及化學藥液槽等設備。
ProtoLaser R4 超短脈衝(chong) 激光係統通過調整脈衝(chong) 能量、脈衝(chong) 頻率和加工速度,可精確去除各種厚度的材料,並且不影響任何底層材料。按照設計圖形,激光對材料分步加工,每步都部分去除和進行圖案化,最終輕鬆可靠地創建所需的結構。
設置適當的加工參數可確保冷燒蝕,且不會(hui) 在激光軌道邊緣和玻璃上產(chan) 生熱效應。甚至玻璃基材的光學性能也幾乎保持不變。
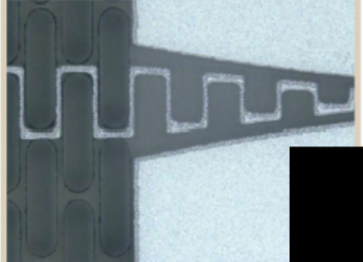
圖3:激光加工預鑽孔玻璃上的導電圖形。得益於(yu) 靶標識別係統,激光可以在孔間形成不間斷的導電路徑。
激光加工的第一步,集成的攝像頭自動識別被加工材料上的靶標,根據定義(yi) 的參考點或基於(yu) 軟件的基準點。從(cong) 參考位置開始,將基材放置到真空吸附工作台,超短脈衝(chong) 激光器以 10 μm 的定位精度去除金屬層。圖 3 顯示了預鑽孔玻璃上的金屬層上精準對位的電氣連接,該連接是通過對樣品的精準對準、位置檢測和精確激光燒蝕而創建的。圖 4 展示的是玻璃基材上的電容結構,線寬/間距僅(jin) 為(wei) 15/25 μm。
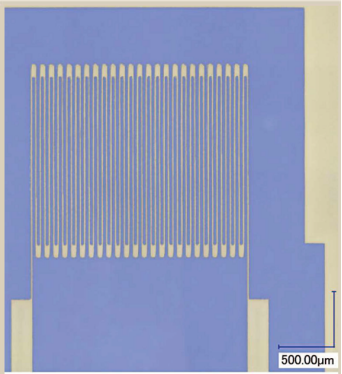
圖4:50nm厚度的鈦粘合劑將300至400 nm的銅層覆在肖特AF32玻璃基板上,通過PLR4加工金屬層形成電容結構。
2、玻璃上厚金屬鍍層的多個(ge) 操作步驟
對於(yu) 玻璃上的厚金屬鍍層,需要根據精準的厚度進行多次操作。在層厚允許的情況下,高能量激光脈衝(chong) 可以實現快速加工。隨著金屬層變薄,ProtoLaser R4 會(hui) 降低激光能量以保護基材。兩(liang) 個(ge) 階段的加工方式確保了加工時長和加工質量,可與(yu) 薄金屬鍍層相媲美,而且將對玻璃基板的影響降到最低(圖5和6)。
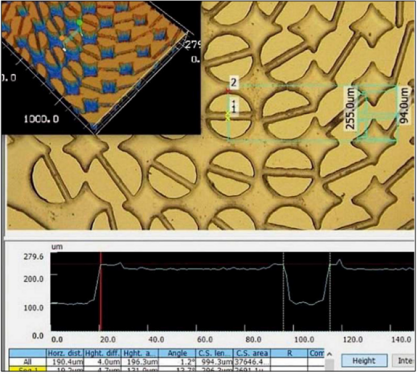
圖5:USP超快激光器加工玻璃上初始厚度160 um的金層剖麵圖
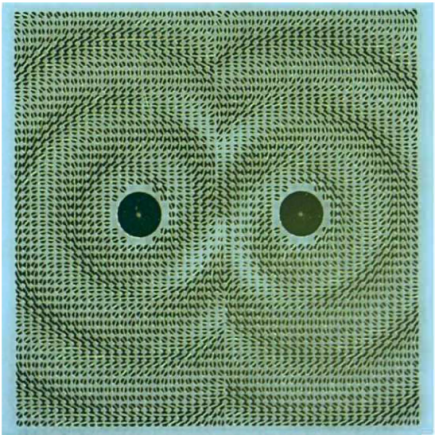
圖6:玻璃上的全息表麵天線
3、玻璃加工:切割、鑽孔、微流道
現在,使用激光刻蝕金屬層是許多實驗室的標準做法。得益於(yu) 超短脈衝(chong) 激光器,Protolaser R4 僅(jin) 需一步,即可直接加工玻璃(圖 7)。切割和鑽孔已經是常規應用,超短脈衝(chong) 激光還可以進行定深加工。
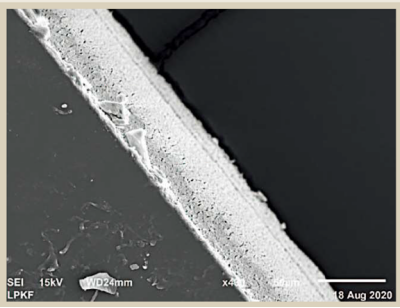
圖7:激光加工玻璃的顯微鏡下畫麵:左下角是未加工的玻璃表麵,淺灰色條帶是切割表麵的微觀側(ce) 視圖。
在物理學中,通過微流體(ti) 研究當微流道狹窄到隻有幾個(ge) 分子直徑時液體(ti) 的力學特性。在化學中,通過微流體(ti) 研究涉及皮升體(ti) 積的化學反應,而在生物學中,通過微流體(ti) 可分離出單個(ge) 細胞,並對其進行生物體(ti) 內(nei) 的化學實驗。其共同之處在於(yu) 均是處理µL、nL或pL範圍內(nei) 的微量液體(ti) 體(ti) 積。微流控電路在亞(ya) 毫米或亞(ya) 微米範圍內(nei) 運行,使芯片實驗室應用成為(wei) 可能,如可穿戴設備、自動葡萄糖監測和快速血液或糞便檢測。
微流控中涉及的材料通常是PDMS, PMMA, COC, LTCC以及玻璃。雖然所有這些材料都可用於(yu) 樣品製作,但玻璃比其他微流控材料有著更明顯的優(you) 勢。傳(chuan) 統工藝包括昂貴的濕法腐蝕,光刻和化學蝕刻,限製了它的使用。如今,超精細的微流體(ti) 通道可以通過ProtoLaser R4超短脈衝(chong) 激光加工,無需任何化學腐蝕工藝,一步成型。
通過研究BF33或Mepax玻璃的微流控設計工藝步驟,展示了從(cong) CAD設計到最終成品玻璃樣品的簡單過程。德國耶拿的肖特BF33是一種高性能硼矽酸鹽玻璃。這款玻璃在可見光、近紅外和紫外波長範圍內(nei) 有著高透明度。其視覺質量和光學清晰度加上其高耐化學性和抗衝(chong) 擊性,使其成為(wei) 包括微流控實驗室應用的理想選擇。
由於(yu) BF33玻璃在低紫外波長下的高光透射率,需要使用短脈衝(chong) 激光器進行處理,在這種情況下,實驗使用了ProtoLaser R4皮秒激光器(波長515 nm)。設計圖形尺寸為(wei) 46mmx10mm,通道寬度為(wei) 150um(圖8)。圖9顯示了不同厚度的肖特BF33玻璃在紫外範圍內(nei) 的透射率,雖然該型號玻璃的透射率很高,但超快脈衝(chong) 的能量可對其進行反複處理。
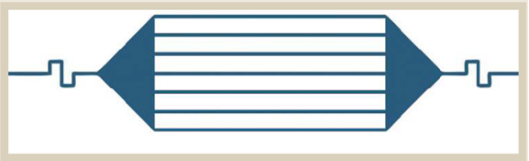
圖8:微流控的CAD 二維設計圖
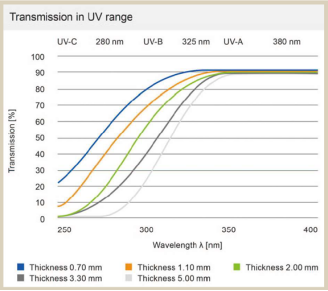
圖9:不同厚度的肖特BF33高硼矽玻璃在紫外激光下的透射率
雖然對這種材料的鑽孔和切割均有確定的參數,但定深加工還沒有確認過。在複雜的實驗中,設置了40um定深加工的參數,本次整個(ge) 樣品加工時間為(wei) 31分鍾。
玻璃鑽孔和定深加工應用展示
隨後使用基恩士的激光顯微鏡進行測量,結果顯示深度為(wei) 42 um。經過超聲波清洗,加工過程中產(chan) 生的汙染完全被去除。加工區域的表麵光滑度為(wei) Ra = 0.6 um,這也證明了此加工係統對要求嚴(yan) 苛的微流控應用的適用性(圖 10)。
圖10 :超聲波清洗後的溝道圖片
通過進一步的測試,包括在肖特Mepax 0.3 mm玻璃上,也證實了該方法的適用性。當然,開窗的蓋板玻璃也可以使用激光進行加工,且不會(hui) 損傷(shang) 任何塗層。
4、多個(ge) 應用,一步成型
從(cong) 設計到完成樣品製作隻需一個(ge) 小時,這在傳(chuan) 統的玻璃加工中是完全不可能的。LPKF ProtoLaser R4不需要多個(ge) 加工步驟,隻需要CAD設計圖紙即可直接用激光加工圖形,大大加快了研發進程,減少了等待時間,無需任何化學蝕刻步驟,並且因為(wei) 其超高的控製精度,在絕大多數情況下都超過傳(chuan) 統工藝的加工品質。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們