




激光淬火技術進入21世紀後,隨著我國科學技術的迅猛發展帶動國家經濟的穩步提升,我們(men) 的工業(ye) 技術也在國際上嶄露頭角;諸多的基建技術和大型工業(ye) 設備也受到世界的矚目,甚至已達到世界領先水平,特別是家電工業(ye) 、航空航天的迅猛發展,對模具工業(ye) 提出了更高的要求。如何提高模具的質量、使用壽命和降低生產(chan) 成本成為(wei) 當前迫切需要解決(jue) 的問題。
激光淬火技術的發展,提高了表麵處理在模具中的質量和使用壽命。降低成本的最有效途徑,通過采用不同的表麵處理技術,隻改變模具表層的成分、組織、性能,從(cong) 而大幅度地改善和提高模具的表麵性能,如硬度、耐磨性、摩擦性能、脫模性能、隔熱性能、耐腐蝕和高溫抗氧化性能、提高型腔表麵抗擦傷(shang) 能力、脫模能力、抗咬合等特殊性能,數倍、幾十倍地提高模具使用壽命。這對於(yu) 提高模具質量,大幅度降低生產(chan) 成本,提高生產(chan) 效率和充分發揮模具材料的潛能都具有重要意義(yi) 。模具在現代生產(chan) 中是生產(chan) 各種工業(ye) 產(chan) 品的重要工藝裝備。
我們(men) 知道在羅馬柱模具上使用的表麵技術方法多達幾十種,主要可以歸納為(wei) 物理表麵處理法、化學表麵處理法和表麵覆層處理法。以下綜述了羅馬柱模具表麵處理中常用的部分表麵處理技術。
【高頻表麵淬火】
第一種高頻淬火是把羅馬柱模具置於(yu) 一個(ge) 交變磁場中,羅馬柱模具產(chan) 生感應電流而被加熱。電流頻率越高,電流加熱層愈薄。淬火以後,由於(yu) 奧氏體(ti) 化是在較大的過熱度下進行的,因此晶核多,不易長大,淬火後組織為(wei) 細隱晶馬氏體(ti) 。表麵硬度高,比一般淬火提高HRC2-3,而且脆性較低。顯著提高模具的疲勞強度,小尺寸模具可以提高1-2倍,大件也可以提高20%-30%。加熱溫度和淬硬層厚度易控製,便於(yu) 實現機械化和自動化,得到了廣泛的應用。但對於(yu) 形狀複雜的模具處理比較困難。
【火焰表麵淬火】
第二種火焰表麵淬火是用乙炔-氧或煤氣-氧等火焰加熱模具表麵。火焰溫度很高(3000℃以上),能將工件表麵迅速加熱到淬火溫度。然後空冷或立即用水噴射冷卻。調節加熱時間和冷卻速度可以調節淬硬層厚度和硬度。和高頻表麵淬火相比,具有設備簡單,成本低等優(you) 點,但是生產(chan) 率低,羅馬柱模具表麵存在不同程度的過熱,質量控製比較困難。因此主要適用於(yu) 單件、小批量和質量要求不高的模具的表麵處理。
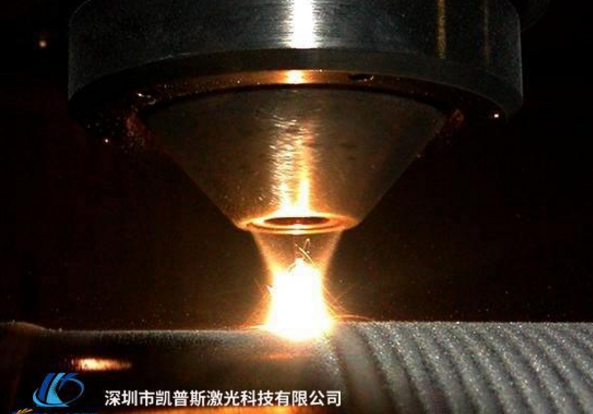
【激光表麵淬火】-
第三種激光用於(yu) 羅馬柱模具表麵的處理方法包括激光相變硬化(LTH)、激光表麵塗覆及合金化(LCS/LSA)、激光表麵融化處理(LSM)、激光衝(chong) 擊(LSH)和激光非晶化等。目前激光相變硬化和激光表麵塗覆及合金化已被研究應用於(yu) 提高模具壽命。其中激光相變硬化應用較為(wei) 廣泛。激光相變硬化(激光淬火)是利用激光輻照到金屬表麵,使其表麵迅速升溫達到相變溫度而形成奧氏體(ti) ,當激光束離開後,利用金屬本身的熱傳(chuan) 導而發生“自淬火”,使金屬表麵發生馬氏體(ti) 轉變。
激光淬火與(yu) 傳(chuan) 統的淬火方法相比,激光淬火是在較高的溫度梯度下進行的,在表麵形成了一層硬度極高的特殊淬火組織。淬火層的硬度比普通淬火的硬度還高15%-20%,淬硬層深度可達0.1-2.5mm。因此可以大幅度地提高模具的耐磨性和使用壽命。如對T8A鋼製衝(chong) 頭和Cr12Mo鋼製的凹模進行激光硬化處理後,由衝(chong) 壓2.5萬(wan) 件提高到10萬(wan) 件。噴丸強化和加工硬化也是模具表麵處理常用的表麵處理方法。
激光淬火技術的持續發展將持續為(wei) 我國工業(ye) 進步提供源源不斷的技術動力,科技創新的步伐不會(hui) 停止,中國工業(ye) 激光技術的創新也不會(hui) 停止!
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們