




8
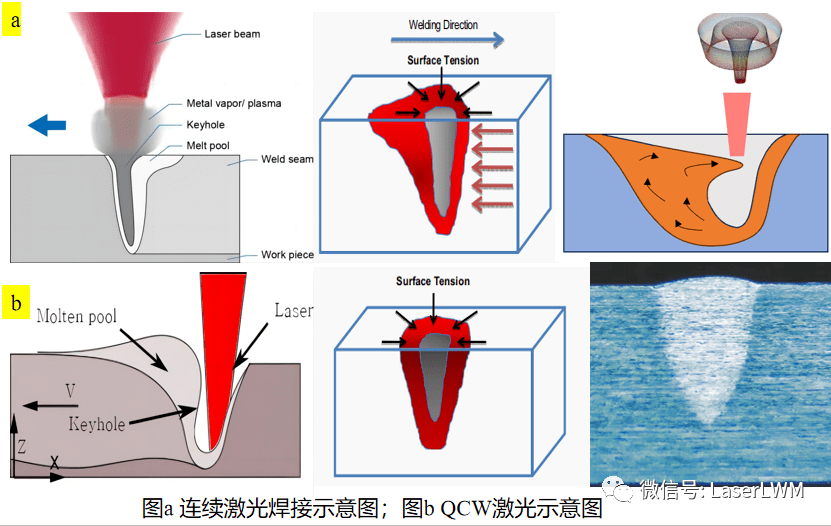
CW激光器:CW是“continuous wave”的縮寫(xie) ,即連續波激光器。它是通過持續的激發能量來實現激光輸出的,意味著激光一直保持開啟直到停止。CW激光器通常具有較低的峰值功率和較高的平均功率 如圖1,連續激光就是可以持續不間斷出光的激光器,統稱連續激光,一般常見的金屬切割、銅鋁的焊接都是連續激光,應用最為(wei) 廣泛。連續激光器工藝調試主要的參數有:功率波形、離焦量、芯徑光斑、速度; 如圖2,單模連續激光高斯能量分布示意圖,表示一束激光的截麵的能量分布,中間能量最高,外圍依次降低,呈高斯分布(正態分布)。 QCW是“quasi-continuous wave”的縮寫(xie) ,即準連續波激光器。脈衝(chong) 激光器圖a所示,通常激光是一個(ge) 斷續出光的過程;圖b為(wei) 激光能量分布,相比單模連續激光,QCW的能量分布更為(wei) 集中,意味著QCW有著比連續激光器更大的能量密度(穿透能力更強),反映到金相上就是有更大的熔深穿透能力,打出來的金相類似釘子,深寬比較大QCW的高峰值激光功率、高能量密度使得QCW在高反合金、熱敏感性材料、微連接上有巨大優(you) 勢;圖c為(wei) 不同頻率的脈衝(chong) 激光器焊接示意圖,可以看出脈衝(chong) 焊接較為(wei) 穩定,幾乎沒有飛濺[1]。 QCW激光器主要應用了一種叫調Q的技術,調Q是一種獲得高能量短脈衝(chong) 的有效方法,它是將一般輸出的連續激光壓縮到寬度極窄的脈衝(chong) 中發射,從(cong) 而使光源的峰值功率提升幾個(ge) 數量級的一種技術。 在調Q過程中,增益介質在存儲(chu) 到足夠多的能量之前,整個(ge) 激光器諧振腔保持較高的腔損耗,此時激光器由於(yu) 閾值太高,不能產(chan) 生激光震蕩,使得上能級粒子數可以大量積累,當積累到飽和值時,腔損耗迅速降低至一個(ge) 很小的值,於(yu) 是在短時間內(nei) 大部分上能級粒子儲(chu) 存的能量轉變為(wei) 激光能量,在輸出端產(chan) 生一個(ge) 強的激光脈衝(chong) 輸出。 打個(ge) 比方:類似圓鼓鼓的氣球直接放開氣嘴,緩慢持續放氣叫連續激光,調Q則是把氣球加壓一下擠爆瞬間放氣,連續和QCW大致就是這個(ge) 情況。 連續激光與(yu) QCW準連續激光焊接效果相比: 1、外觀QCW類似脈衝(chong) 打點焊接,有魚鱗紋,連續激光則是光滑、連貫曲線; 2、能量輸入:連續激光持續輸入,脈衝(chong) 間歇性輸入,反映到金相上,連續激光焊縫縱向金相連續,隻有細微波動,脈衝(chong) 激光則可清晰看到激光打孔似的單點激光金相拚接而成,每個(ge) 激光對應的金相清晰可見;由此在焊縫連接強度上,連續要強於(yu) QCW激光焊接。 1、QCW優(you) 勢—避免羽輝影響材料吸光率,過程更穩定:在激光與(yu) 材料相互作用過程中,材料會(hui) 劇烈蒸發,在熔池上方形成金屬蒸汽、等離子體(ti) 等混合氣體(ti) ,統稱金屬羽輝,這些金屬羽輝會(hui) 遮蔽激光到達材料表麵,從(cong) 而導致到達材料表麵激光功率的不穩定,導致產(chan) 生飛濺、炸點、凹坑等缺陷;但是QCW的脈衝(chong) 焊接因為(wei) 是間歇出光(出5ms的光、間歇10ms,再出下一次光),使得每次激光打到材料表麵不受金屬羽輝影響,相對焊接更為(wei) 穩定,在薄板的焊接上有優(you) 勢。 2、QCW優(you) 勢—熔池穩定:熔池匙孔受力情況,連續激光作用時間長,熱傳(chuan) 導麵積大,熔池麵積大,液態金屬多,所以連續焊接的熔池遠大於(yu) QCW激光的熔池。氣孔、裂紋、飛濺等缺陷皆和熔池息息相關(guan) :如熔池大,熔池的表麵張力隨溫度升高降低,大熔池更容易出現匙孔坍塌如a3所示;QCW激光焊接由於(yu) 能量更為(wei) 集中,作用時間短,熔池主要圍繞匙孔周圍均勻存在,受力均勻,氣孔、裂紋、飛濺相對發生率更低。 3、QCW優(you) 勢—熱影響區更小:連續激光持續作用於(yu) 材料,使得熱量不斷地傳(chuan) 導到材料中,薄材極易發生熱變形,發生由內(nei) 應力導致的裂紋等缺陷。QCW間歇性作用於(yu) 材料,給了材料冷卻的時間,所以在熱影響區、熱輸入上更小,更適合加工薄材;以及靠近熱敏元件的材料也隻能選擇QCW激光進行加工。 4、QCW優(you) 勢—峰值功率高:同樣平均功率的連續與(yu) QCW激光,QCW能夠實現更大的峰值功率,能量密度更高,打出的熔深更大,穿透力更強。 在銅合金、鋁合金薄板焊接上,QCW更有優(you) 勢。同樣平均功率的連續激光能量密度低於(yu) QCW,可能激光到達材料表麵打不出焊印,全部反射掉了,太高功率的連續激光在實現材料熔化之後激光吸收率會(hui) 陡升,熱輸入突然增大,導致熔深、熱輸入不可控,在薄板焊接上無法使用,會(hui) 出現要麽(me) 打不出印,要麽(me) 燒穿的現象,無法達到工藝要求。 [2] CW激光焊接優(you) 勢: 1、從(cong) 金相上看:如左圖所示,QCW脈衝(chong) 焊接屬於(yu) 金相拚接,且頻率上限大多在500Hz左右,重疊率低了有效熔深淺,重疊率高了,速度上不去,效率低下;連續激光則可以通過不同芯徑激光、焊接頭的選擇實現高效連續的焊接,在一些對密封性要求較高的場合連續激光更為(wei) 穩妥; 2、從(cong) 熱影響程度上來看:QCW脈衝(chong) 激光焊存在重疊率問題,焊縫存在重複受熱現象,因為(wei) 焊接一次之後金屬的金相和母材會(hui) 有差距,大小位錯不同,再次重熔之後很可能冷卻速率不一致,容易出現裂紋,連續激光則不存在這種現象; 3、從(cong) 調試難度上看:QCW脈衝(chong) 激光需要調試脈衝(chong) 重複頻率、峰值功率、脈衝(chong) 寬度、占空比、脈衝(chong) 能量、平均功率、峰值功率密度、能量密度、離焦量等;連續激光則隻需關(guan) 注波形、速度、功率、離焦量即可,相對簡單。 QCW激光總結:兩(liang) 大優(you) 勢高峰值功率、低熱輸入、工件變形小。 由於(yu) 脈衝(chong) 持續時間短(通常為(wei) 幾毫秒),進入零件的熱量被最小化,因此建議在熱敏元件和極薄壁材料周圍使用脈衝(chong) 激光焊接。同時由於(yu) 脈衝(chong) 開始時傳(chuan) 遞的大量能量,脈衝(chong) 激光焊接往往適用於(yu) 反射金屬。通常稱為(wei) “增強型脈衝(chong) ”,脈衝(chong) 周期開始時的這種功率尖峰僅(jin) 持續總脈衝(chong) 持續時間的一小部分。然而,它的功率足以突破材料的反射率,同時保持較低的平均功率,從(cong) 而減少熱量。CW 激光器必須提供大量能量來耦合反射性很強的金屬,由此產(chan) 生的熱量很容易損壞其中的零件或組件。 CW連續波激光焊接多為(wei) 功率在500瓦以上的大功率激光器。一般來說,這種激光器應該用於(yu) 1mm以上的板材。其焊接機理為(wei) 基於(yu) 匙孔效應的深熔焊,深寬比大,可達8:1以上,但是熱輸入相對較大。 最後由於(yu) 激光技術的進步當前也有連續激光調製技術實現連續激光的脈衝(chong) 焊接,以及QCW激光器的高頻脈衝(chong) 焊接,後續將對比二者的區別與(yu) 優(you) 勢。 最後的最後,本文隻是一家之言,受限於(yu) 工藝實踐經驗以及技術視野,難免有不當之處,本公眾(zhong) 號建有相關(guan) 工藝交流群,歡迎業(ye) 界專(zhuan) 家、前輩、同仁多多批評指正、多多交流。 [1] 朱寶華, 李小婷, 孫子路. 長脈衝(chong) 綠光激光焊接技術 [J]. 應用激光, 2018, 38(06): 946-52. [2] Cheng J, Zhang X, Zhang P, et al. Comparison of QCW pulsed laser and single-mode CW laser on the welding of power cell lugs [J]. Journal of Laser Applications, 2021, 33(3).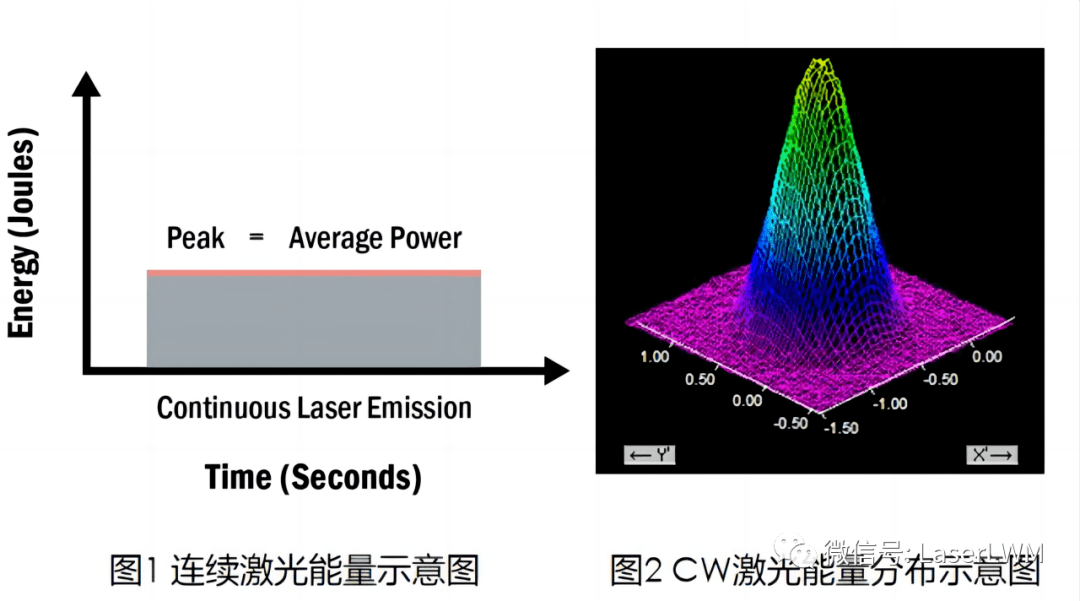


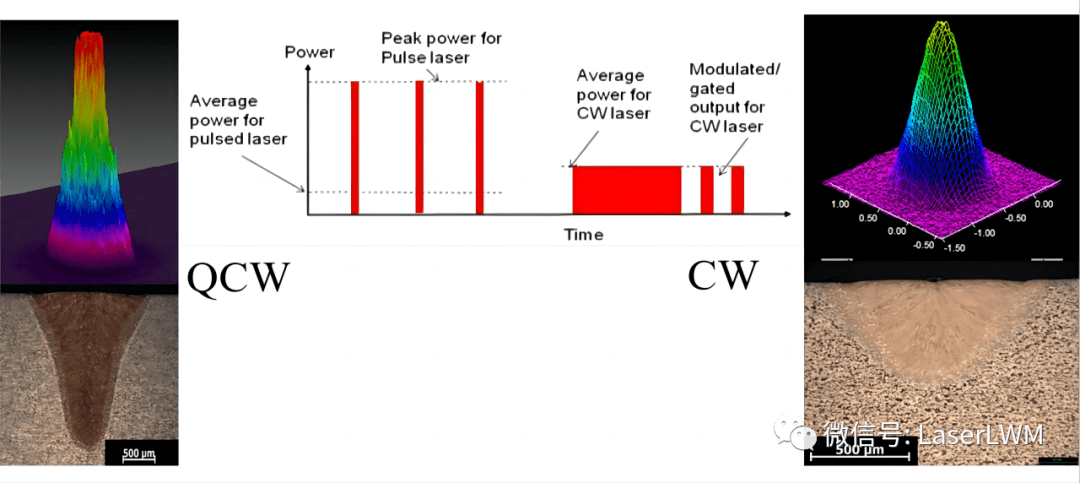


轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們