




1背景
激光焊接換熱板是先進製造技術與(yu) 新型結構相結合的產(chan) 物,廣泛應用於(yu) 輕工、化工、食品等行業(ye) ,常用結構類型分為(wei) 板殼式、蜂窩夾套式、管板式、膠囊式、流道式、預製成型式,其中,蜂窩夾套具有高效傳(chuan) 熱效果,在石油、化工、製藥以及食品行業(ye) 中得到廣泛的應用,如圖1.1所示。蜂窩夾套式換熱板為(wei) 上下板疊焊結構、工件幅麵大、焊縫密集、焊縫數量多、焊接強度要求高等特點。由於(yu) 焊縫數量多且密集,焊縫軌跡圖形如圖1.2所示(局部),焊接過程耗時長,對焊接過程的穩定性要求極高,焊接過程中若出現問題,極有可能造成工件報廢。同時,換熱板激光焊要求焊縫保護效果良好,焊縫成形平滑光亮、無氧化。本文研究提高換熱板焊接效果和焊接過程穩定性的工藝方法。

圖1.1換熱容器

圖1.2焊縫軌跡圖形(局部)
2 大幅麵換熱板激光焊接設備
大族光子6000W連續光纖激光器具有光電轉換效率高、調製頻率範圍寬、抗高反能力強、穩定可靠性高、加工效果好和免維護運行等突出優(you) 勢,廣泛應用於(yu) 切割、切管、焊接、表麵處理、3D打印、清洗等工業(ye) 加工領域,在大幅麵換熱板行業(ye) 已實現批量應用,配合自動化機床實現高質高效加工,激光器參數見表2.1。

圖2.1 大族光子6000W激光器

圖2.2 焊接機床
表2.1 大族光子6000W激光器技術參數
型號 | HSW-6000-G3 | |
光學特性 | 單位 | |
額定輸出功率(連續) | W | 6000 |
中心波長 | nm | 1080±10 |
功率可調範圍 | % | 10-100 |
功率穩定性 | % | <±1 |
工作模式 | 連續/調製 | |
偏振模式 | 隨機 | |
最大調製頻率 | kHz | 5 |
紅光指示輸出功率 | mW | >0.5 |
輸出光纖芯徑 | μm | 可定製 |
接頭類型 | QBH | |
輸出光纖長度 | m | 20(可定製) |
重量 | kg | <70 |
3 大幅麵換熱板激光焊主要難點
激光焊接具有速度快、深度大、變形小的特點,但在激光深熔焊過程中,高能量密度的激光束作用於(yu) 金屬材料時,材料不僅(jin) 熔化,而且氣化,在熔池上方形成金屬蒸氣,對激光束具有幹擾作用,如圖3.1所示,若處理不當,金屬蒸氣將沉積附著於(yu) 工件表麵,對工件表麵形成明顯汙染,同時帶來焊接飛濺和咬邊等焊接缺陷,如圖3.2所示。換熱板焊縫密集,金屬蒸氣汙染將影響相鄰焊縫的焊接質量和焊接穩定性,對於(yu) 大幅麵換熱板,如長度10米,寬度2米,焊縫總數量可達1萬(wan) 個(ge) 以上,必須焊好每一條焊縫,才能保證整板焊接質量,同時,如何避免焊縫氧化,達到良好保護,是實現高品質焊接的重要方麵。為(wei) 達到良好的保護效果,需兼顧兩(liang) 方麵,一是需要對熔池位置進行保護,二是需要對離開熔池的高溫焊縫繼續施加保護氣體(ti) ,即焊縫延時保護。因此,實現大幅麵換熱板高穩定性、高品質焊接的關(guan) 鍵在於(yu) 金屬蒸氣擴散和焊縫全保護控製。

圖3.1 光纖激光焊接金屬蒸氣

圖3.2 焊接汙染、飛濺及氧化
4 同軸氣流裝置設計
氣流保護對焊接質量具有重要影響,良好的氣體(ti) 保護不僅(jin) 可以減少焊縫缺陷,還可提高焊接過程的穩定性。本文針對換熱板焊接設計專(zhuan) 用氣流裝置並借助ansys軟件進行氣流分析,通過優(you) 化的結構設計,擬達到三個(ge) 方麵的效果,一是改善金屬蒸氣擴散效果,減少工件表麵汙染,保證焊縫成形的均勻性;二是進行焊縫全保護,實現高品質焊接;三是氣流裝置具有良好的耐用性。
4.1 裝置結構
同軸氣流裝置整體(ti) 結構如圖4.1所示,裝置結構主要包括氣腔環、噴氣板、導向塊、氣簾蓋板、進氣嘴及安裝支架。

圖4.1 同軸氣流裝置結構
4.2 應用原理
同軸氣流裝置與(yu) 激光束同軸安裝並位於(yu) 工件板麵上方,為(wei) 獲得較好的應用效果,同軸氣流裝置與(yu) 工件板麵之間的高度可設置為(wei) 4 mm,高度過大則保護效果差,高度過小則易造成碰撞幹涉。氣簾進氣嘴通入壓縮空氣,經橫吹流道向外噴射形成橫吹氣流;保護氣進氣嘴通入焊接保護氣,通過噴氣板噴出形成多路氣流,包括攏煙氣流、下排空氣流、內(nei) 排空氣和擴張氣流,多氣流共同作用進行金屬蒸氣控製及焊縫保護。
4.3氣流分析
為(wei) 了更為(wei) 直觀的了解同軸氣流裝置內(nei) 部的氣流狀態,采用ansys軟件對裝置進行氣流分析,主要考察指標為(wei) 氣體(ti) 流向及保護氣組分分布情況,結合實際應用情況,計算時氣體(ti) 種類為(wei) 氮氣,保護氣壓力設置為(wei) 0.4 MPa,裝置下端離工件板麵高度設置為(wei) 4 mm,進氣口直徑按2.5 mm進行計算。計算模型如圖4.2所示,計算結果如圖4.3和圖4.4所示。
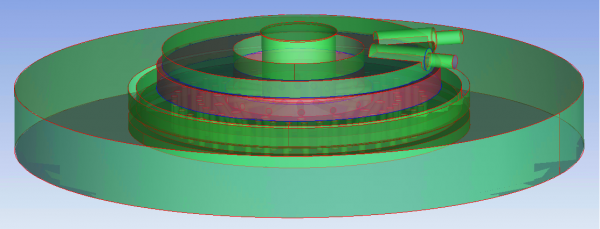
圖4.2 同軸氣流裝置氣流分析模型
圖4.3所示為(wei) 保護氣流流動軌跡線,從(cong) 圖中可以看到,在中部熔池位置,氣流向中間聚攏,並沿激光通道向上擴散,焊接過程中產(chan) 生的金屬蒸氣亦可隨保護氣流聚攏後向上擴散,可避免在工件板麵沉積形成汙染。
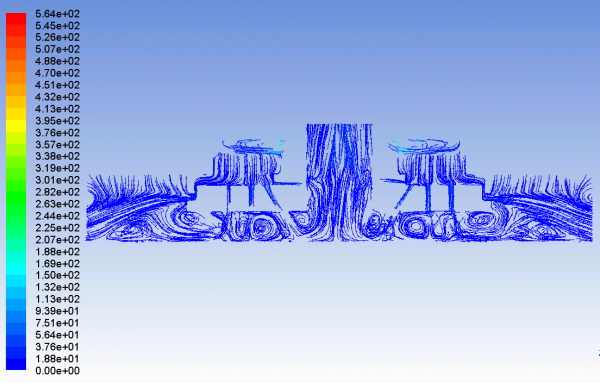
圖4.3 保護氣流速度流動跡線
圖4.4所示為(wei) 保護氣流組分雲(yun) 圖,從(cong) 圖中可以看到,裝置內(nei) 部保護氣濃度良好,中部通孔(激光通道)處也未見外界空氣卷入,保護氣向裝置外擴散形成較大高濃度保護氣區域,可對焊縫形成良好的保護效果。

圖4.4 保護氣流組分雲(yun) 圖
5 焊接應用測試
將同軸氣流裝置安裝至焊接設備上,結合工藝參數優(you) 化,進行大幅麵不鏽鋼換熱板焊接效果測試,上板厚度為(wei) 1.2 mm,下板厚度為(wei) 1.2 mm,幅麵尺寸為(wei) 9 m x 2 m,整體(ti) 焊接效果如圖5.1所示,焊接效果良好。焊縫位置周邊未見明顯黑煙附著,整板焊後幹淨整潔,焊縫表麵光亮無氧化,如圖5.2所示。氣流裝置最下端噴氣板采用紫銅加工,整板焊接完成後表麵無損傷(shang) ,氣孔無堵塞,耐用性良好。
工件焊接完成後進行打壓鼓脹成形,鼓脹高度達標,焊縫無脫落,效果如圖5.3所示,滿足加工要求。

圖5.1 整板焊接效果

圖5.2 工藝優(you) 化前後焊縫對比

圖5.3 打壓鼓脹成形效果
6 結論
通過采用大族光子6000W連續光纖激光器,結合同軸氣流裝置並進行工藝優(you) 化,可實現大幅麵換熱板高質量焊接,整板焊後幹淨整潔,焊縫表麵光亮無氧化、強度高,滿足客戶加工要求。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們