




相比光纖激光器,直接半導體(ti) 激光器能量更均勻,光斑更接近平頂分布而不是光纖激光器的高斯分布(圖1)。在實際焊接應用中得到的效果比傳(chuan) 統激光器更加優(you) 越。
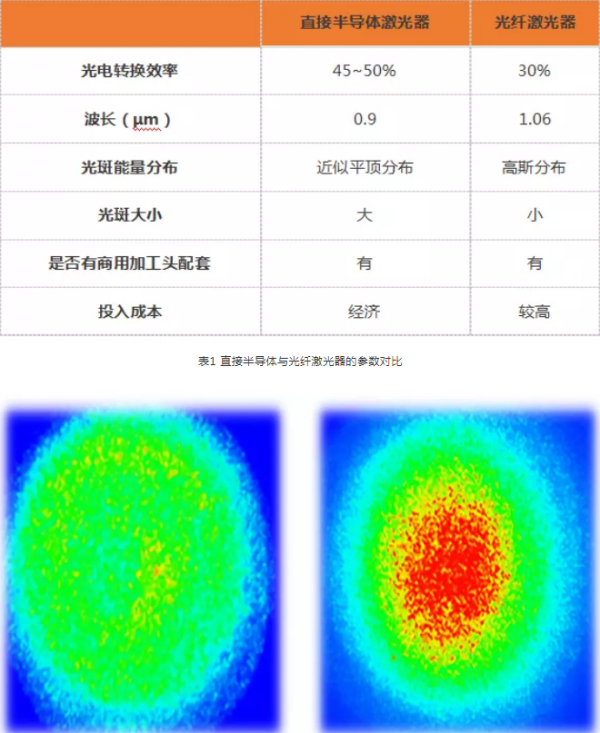
表1 直接半導體(ti) 與(yu) 光纖激光器的參數對比
半導體(ti) 激光焊接低碳鋼時,表麵較不鏽鋼的焊縫形貌更寬,魚鱗紋更明顯。另外,焊縫更寬,熱影響區更大。
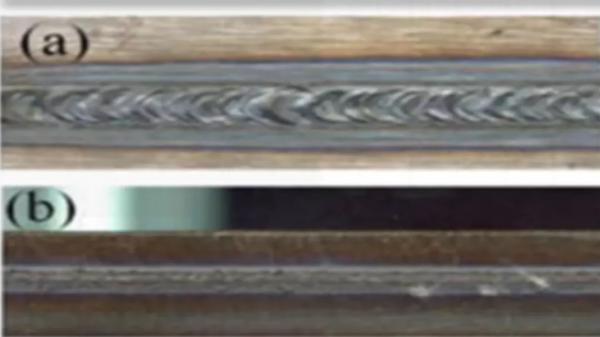
圖2 半導體(ti) 激光焊接低碳鋼和不鏽鋼焊縫表麵
注:(a)低碳鋼, (b)不鏽鋼
可見半導體(ti) 激光焊接低碳鋼及不鏽鋼的焊縫橫截麵均不同於(yu) 傳(chuan) 統的“釘子頭”形形貌,為(wei) 典型的“U”形焊縫橫截麵形貌。另外,不鏽鋼焊縫橫截麵相較於(yu) 低碳鋼更細長,熔寬明顯更窄、熔深略微較深。
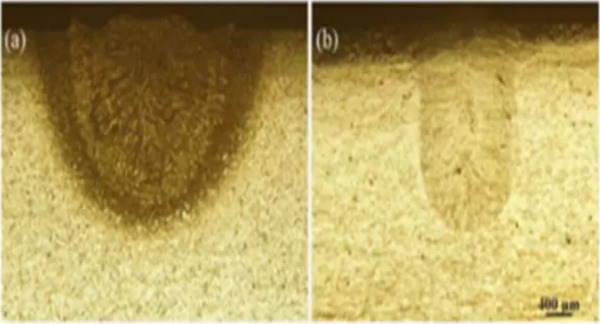
圖3 半導體(ti) 激光焊接低碳鋼和不鏽鋼焊縫橫截麵
注:(a)低碳鋼, (b)不鏽鋼
隨著功率的增加,焊縫的深度在增加,同時,激光器功率增加也會(hui) 造成熔寬的增加。
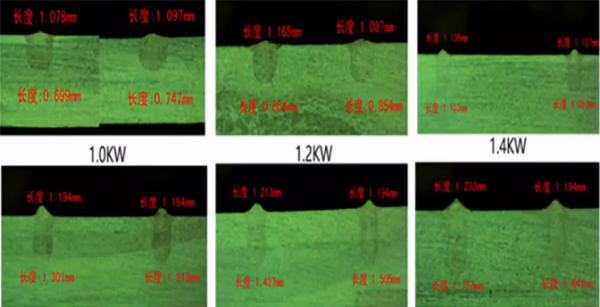
圖4 不同功率下的橫截麵圖
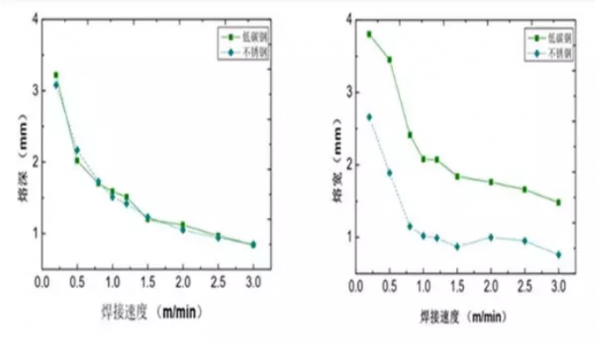
圖5 熔深熔寬對隨功率的變化
該激光焊接兩(liang) 種材料的熔寬總體(ti) 趨勢大體(ti) 相當,均隨著焊接速度的提高而減小。但相同速度下,焊接低碳鋼的熔寬明顯大於(yu) 不鏽鋼。這與(yu) 固定激光功率,變化焊接速度的規律是一致的。
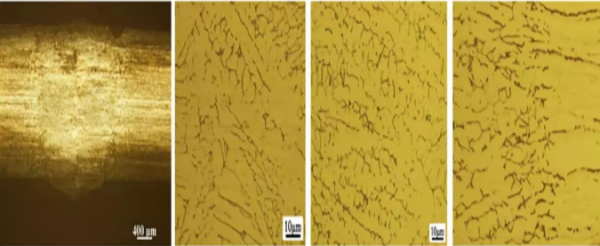
圖6 焊縫橫截麵
造成焊縫不同區域組織的差異主要與(yu) 凝固過程中的溫度梯度大小有關(guan) ,在焊縫中心區域由於(yu) 冷卻速度較快,熔池中心溫度梯度小,因此形成細小的等軸枝晶組織,而越靠近熔合線附近,溫度梯度越大,晶粒沿與(yu) 熔合線方向垂直向焊縫中心生長,形成略微粗大的柱狀晶組織。
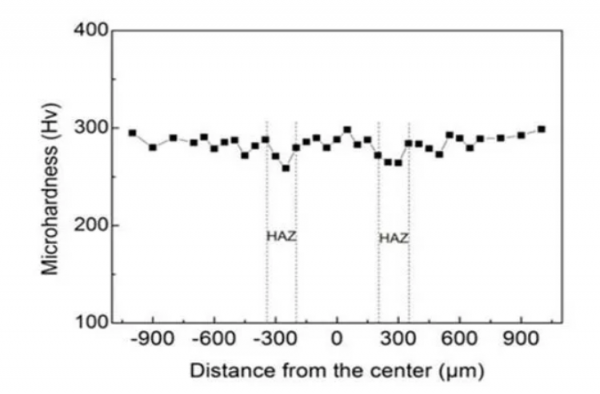
圖7顯微硬度分布
圖7為(wei) 上述激光焊接橫截麵中心區域的顯微硬度分布。可見母材的平均顯微硬度約為(wei) 280 HV,焊縫中心的平均顯微硬度約為(wei) 286 HV,焊縫區域的顯微硬度略高於(yu) 母材的顯微硬度,熱影響區平均顯微硬度最低,約為(wei) 269 HV。焊縫的顯微硬度並沒有顯著的差異,其接頭沒有出現明顯的軟化現象。
在掃描電鏡下觀察拉伸樣品的斷口形貌
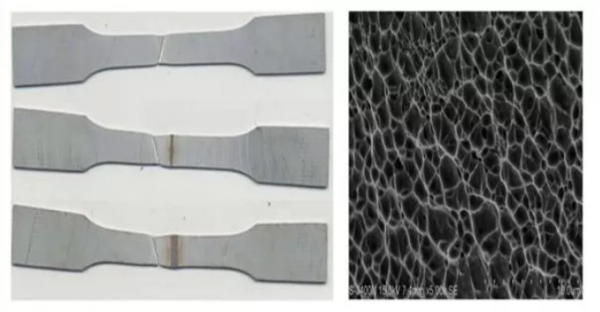
圖10 1mm不鏽鋼板的焊接效果@1000W-220μm
采用QBH輸出,可與(yu) 商用鏡頭匹配。配備完善的驅動控製係統,並且具有人性化的操控性能。光束呈平頂分布、光束能量分布均勻,適用於(yu) 熔覆、釺焊以及表麵熱處理等應用。
inkMacSystemFont, "font-size:16px;background-color:#FFFFFF;text-align:right;"> 來源:凱普林光電
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們