




聯贏激光研發團隊發明了一種YAG+半導體(ti) 多波長複合焊接技術,通過多波長複合焊接頭將YAG激光器產(chan) 生的紅外激光與(yu) 半導體(ti) 激光複合在一起,使兩(liang) 束激光的軸線在空間上重合。該方法保留了YAG脈衝(chong) 激光單脈衝(chong) 能量穩定性好的優(you) 點,通過半導體(ti) 激光熱源複合,實現了保證密封釘焊接良品率的基礎上,將現有密封釘焊接整體(ti) 效率提升2倍以上。
密封釘焊接又稱注液口焊接,當電解液注入電池後,需塞上膠塞馬上進行激光焊接密封,進而將整個(ge) 卷芯與(yu) 外部環境隔離,整個(ge) 卷芯形成一個(ge) 密閉的電化學係統。完成這一工序意味著一個(ge) 完整的電芯已經基本製作成型,因此密封釘焊接優(you) 率至關(guan) 重要。裂紋、爆點及針孔的出現,都會(hui) 影響整個(ge) 電池的可靠性及安全性。
密封釘形狀通常為(wei) 圓形帽,直徑約8mm,厚度約0.9mm。目前密封釘焊接方式主要有脈衝(chong) 激光焊、光纖激光焊和連續複合激光焊。
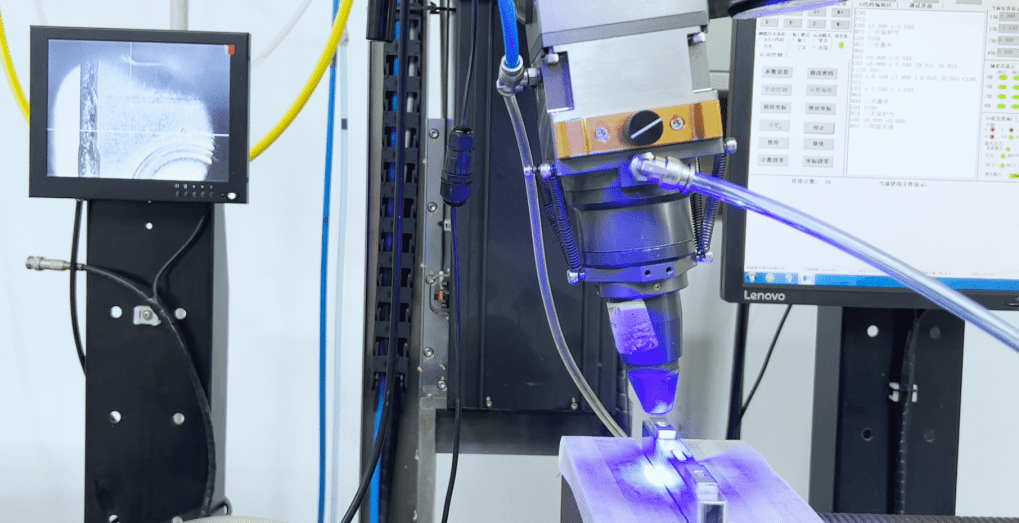 ▲複合激光焊接密封釘
▲複合激光焊接密封釘
脈衝(chong) 激光焊焊縫成形美觀、一致性好、良品率高,實現≥99.5%的一次焊接優(you) 率。但由於(yu) 市麵YAG脈衝(chong) 激光器最大功率為(wei) 600W,受功率限製,最大焊接速度僅(jin) 為(wei) 7mm/s。光纖激光焊和連續複合激光焊相較效率更高,焊接速度達到80mm/s,但與(yu) 脈衝(chong) 激光焊相比,優(you) 率低下。
隨著全球動力電池產(chan) 能擴產(chan) 加速及智能製造不斷推進,動力電池企業(ye) 大規模產(chan) 能對產(chan) 線的生產(chan) 效率和質量提出更高要求,對密封釘焊接效率和優(you) 率也提出更高挑戰。
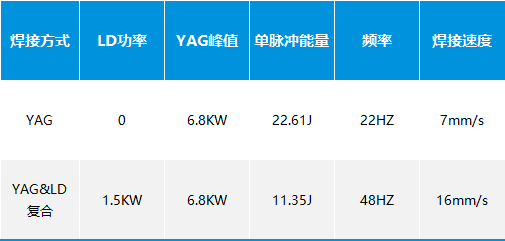 ▲YAG VS YAG&LD複合 實驗數據
▲YAG VS YAG&LD複合 實驗數據
聯贏激光研發團隊發明的YAG脈衝(chong) +半導體(ti) 多波長複合焊接技術在保證較高優(you) 率的基礎上,完美解決(jue) 密封釘焊接效率難題。經過大量實驗驗證,采用YAG脈衝(chong) +半導體(ti) 多波長複合焊接技術,密封釘一次焊接優(you) 率≥99.5%,且速度達到16mm/s,是原先的兩(liang) 倍以上!
聯贏激光作為(wei) 新能源動力電池行業(ye) 核心供應商,在不斷豐(feng) 富激光焊接及智能製造解決(jue) 方案的同時,深化動力電池裝備製造關(guan) 鍵技術的創新升級。此次密封釘焊接技術升級,將提升動力電池裝備製造方案的性能優(you) 勢,為(wei) 全球動力電池客戶帶來更大的價(jia) 值!
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們