




工程機械裝備長期服役於(yu) 惡劣的工作環境,表麵的鏽蝕氧化物嚴(yan) 重影響零部件的使用壽命和安全係數,因此,有效去除材料表麵的氧化物層對於(yu) 機械裝備的保養(yang) 和維護至關(guan) 重要。傳(chuan) 統除鏽工藝包括:機械打磨、噴丸噴砂處理、化學清洗以及高壓水射流清洗等,但存在對基體(ti) 損傷(shang) 大、汙染嚴(yan) 重、操作不便等問題,不符合綠色化清洗的發展趨勢。激光清洗技術作為(wei) 一種新型的清洗手段,憑借其綠色環保、非接觸式清洗、操作方便以及適用範圍廣等優(you) 勢,逐漸應用於(yu) 工程機械、航空航天、文物保護以及輪胎模具等多個(ge) 領域。
1. 脈衝(chong) 激光清洗鏽蝕氧化物的機理
(1)燒蝕去除機理
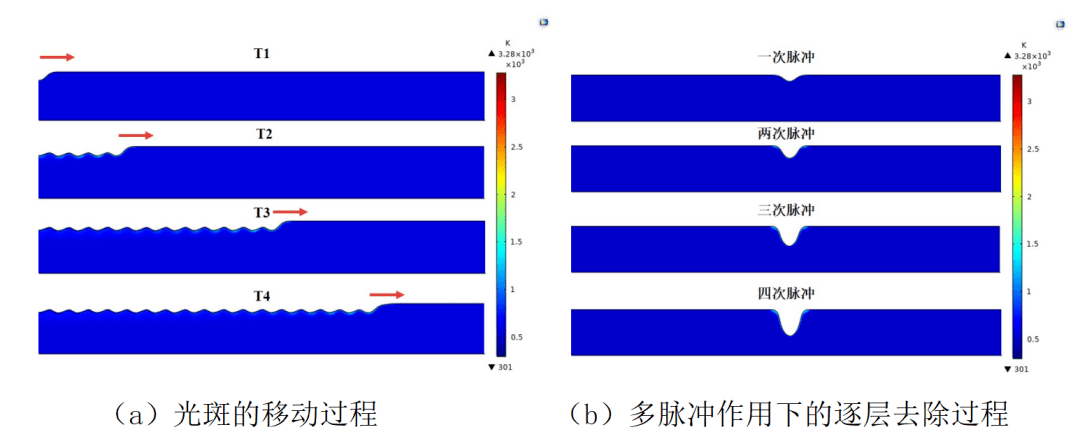
激光清洗鏽蝕氧化物的過程實際上是依靠光斑的往複移動,當氧化物層溫度達到自身熔化或者氣化溫度時,氧化層材料會(hui) 因相變發生熔化分解、氣化蒸發等效應,並實現逐層去除的過程,如圖1所示。
圖1脈衝(chong) 激光清洗過程
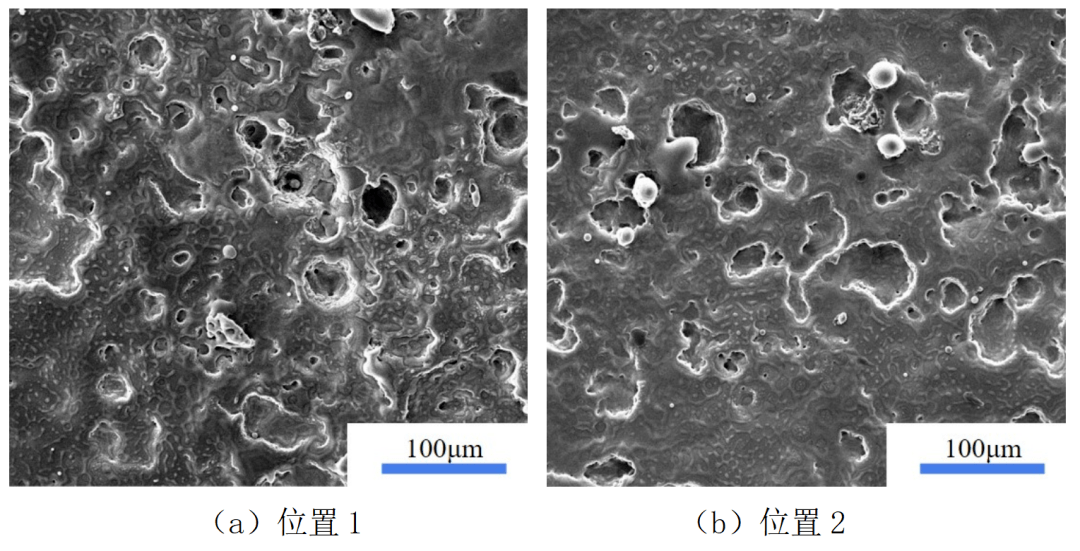
實際清洗過程中,當材料表麵氧化物達到一定溫度時,其表麵會(hui) 出現明顯的燒蝕痕跡,即發生物相之間的轉變:固體(ti) -液體(ti) -固體(ti) ,如圖2所示,證明該機理在清洗過程中起主要作用。
圖2 實際清洗過程的微觀形貌圖
(2)熱應力去除機理
圖3 厚度層較薄時的微觀形貌圖

當清洗過程中氧化層厚度較薄時,表麵會(hui) 出現較多裂紋,如圖3所示。這是由於(yu) 更多的激光能量透過氧化層作用於(yu) 基體(ti) 表麵,基體(ti) 的線性膨脹係數遠大於(yu) 氧化層,溫度變化引起其發生較大的熱膨脹,從(cong) 而使基體(ti) 和氧化層的界麵處存在熱應力,導致氧化層產(chan) 生較多的裂紋。
2. 試驗裝置
圖4 激光清洗裝置示意圖
激光清洗設備為(wei) 山東(dong) 產(chan) 研強遠激光科技有限公司QYCL-500,其主要包括:高功率脈衝(chong) 激光器、激光清洗頭、控製係統以及水冷係統等幾部分,如圖4所示。
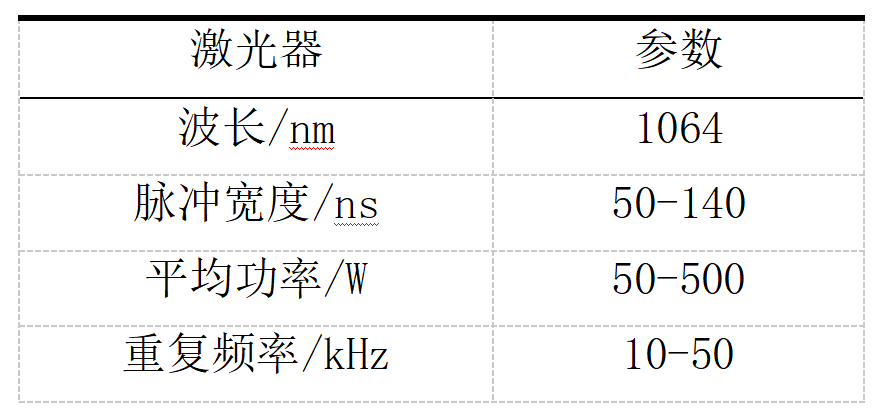
表1 激光器的主要工作參數
3. 試驗材料
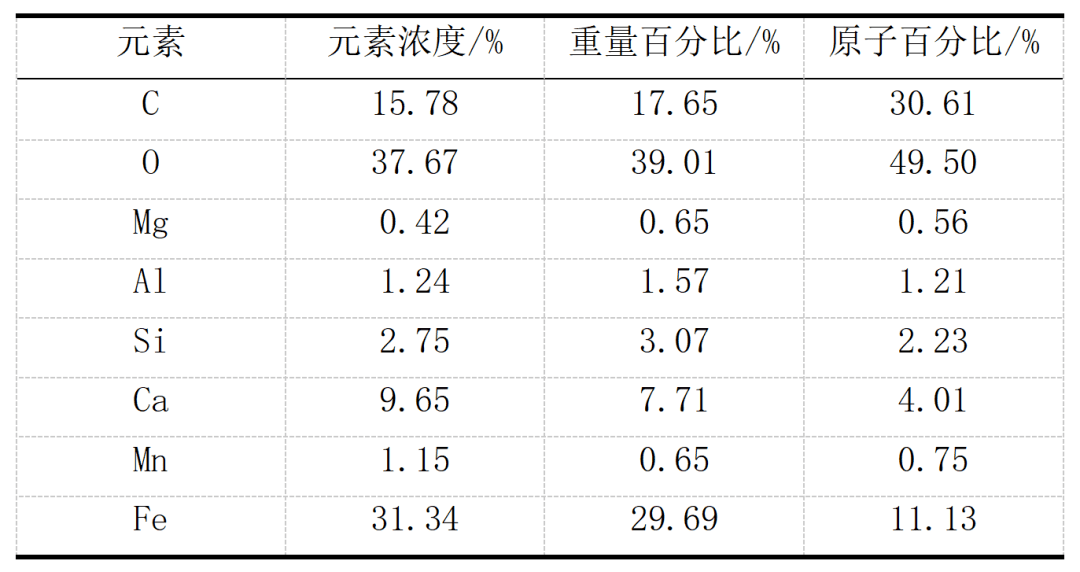
采用礦山機械鏽蝕件作為(wei) 試驗樣件,采用能譜分析儀(yi) (EDS)測定待清洗樣件表麵主要的化學元素,測試樣件及主要化學元素組成如圖5及表2所示。
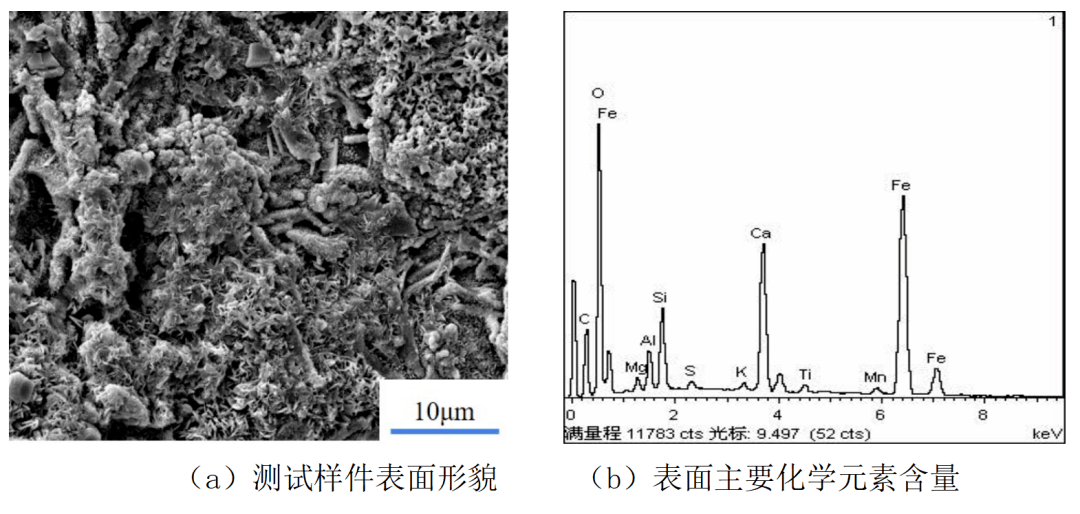
圖5測試樣件表麵及主要化學元素含量
表2 測試樣件表麵主要化學元素
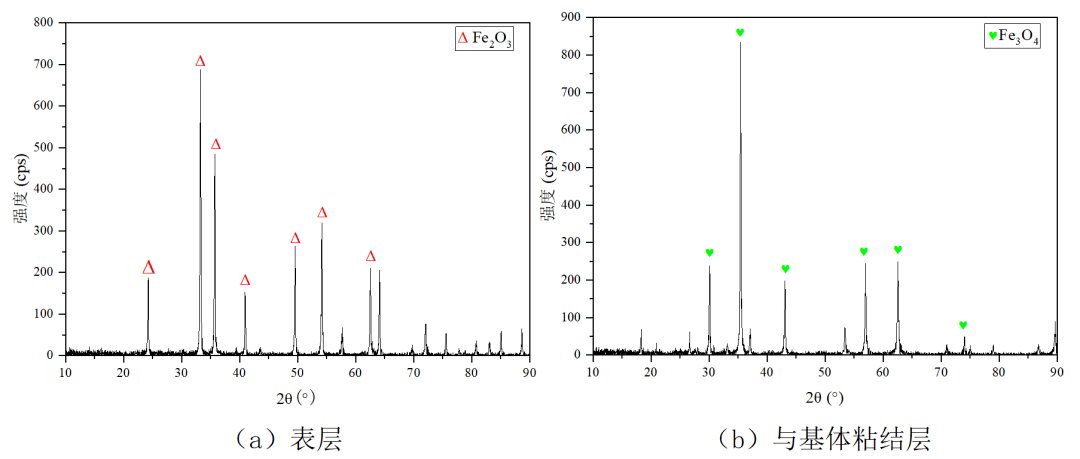
對於(yu) 測試樣件的剖麵方向,如圖6示。基體(ti) 表層的不同汙物成分間存在明顯的界限,即存在兩(liang) 層不同成分的氧化層。進一步采用X射線衍射儀(yi) (XRD)對各層的化合物成分進行測定,存在外鏽層和內(nei) 鏽層,即外鏽層為(wei) 稀疏的Fe2O3,內(nei) 鏽層為(wei) Fe3O4與(yu) FeO(少量)的混合物,工作狀態的差異會(hui) 導致氧化層的致密程度等性質有所差異。
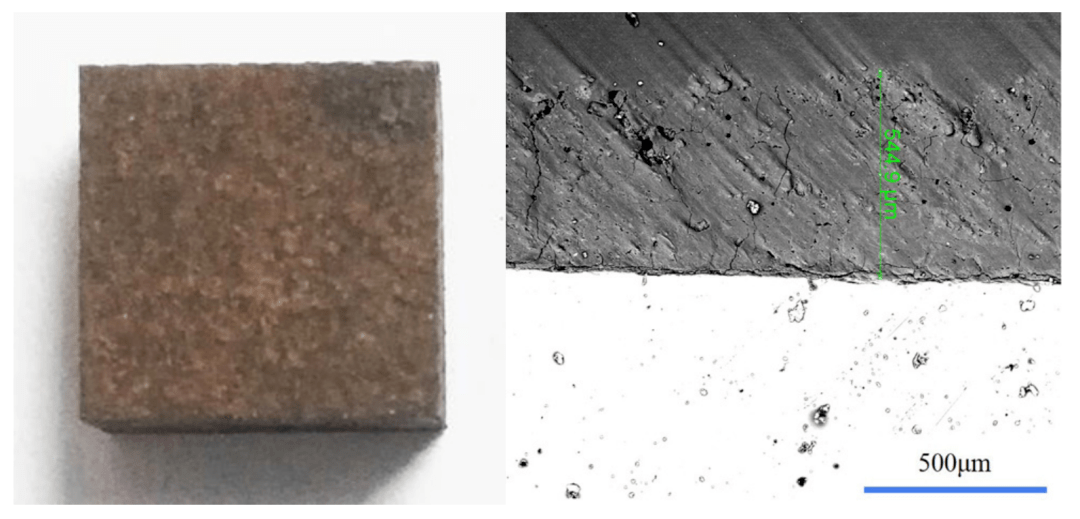
圖6待清洗樣件汙物厚度
圖7測試樣件剖麵形貌
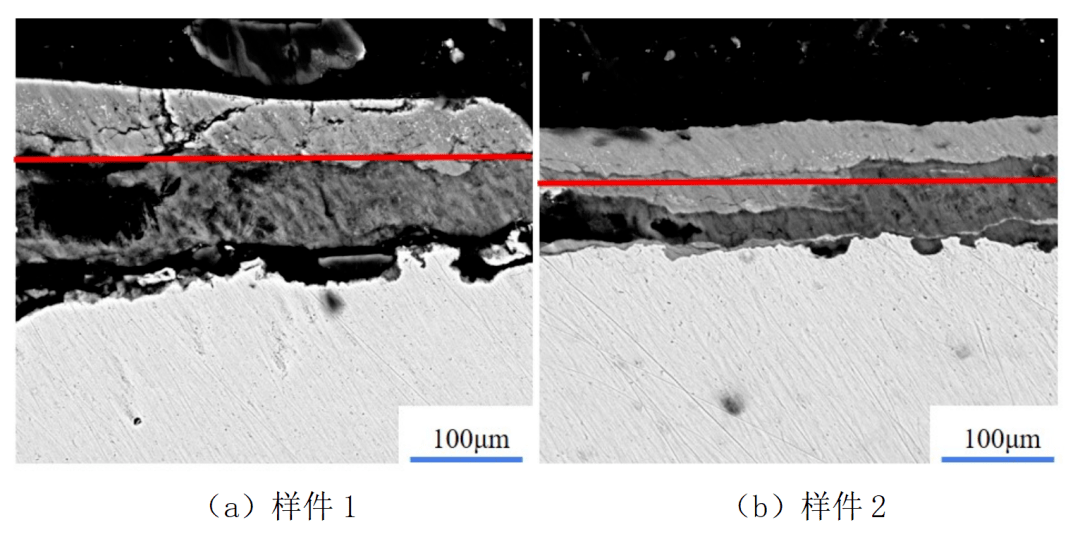
圖8 射線衍射(XRD)化合物分析
4. 試驗方法及結果
清洗過程中激光光斑通過單軸掃描振鏡來回往複運動,使之由點狀光斑快速掃描成長度為(wei) 10mm左右的準線狀光斑。激光的單脈衝(chong) 能量由激光功率和重複頻率共同決(jue) 定,其反映清洗能力的大小。本章主要采用單因素試驗探究不同工藝參數對礦工樣件表麵性能(表麵粗糙度、顯微硬度、抗腐蝕性等)和氧化物清洗效率的影響規律。
(1)表麵粗糙度測試及結果討論
表麵粗糙度不僅(jin) 反映激光清洗的效率,同時影響清洗後材料表麵的塗裝性能。本節采用白光幹涉儀(yi) 分析了不同激光參數對礦工樣件表麵粗糙度的影響規律,並得出了最優(you) 的工藝參數。
單因素實驗探究了不同激光功率、重複頻率(脈衝(chong) 寬度)下,激光清洗前後樣件表麵粗糙度的變化規律,如圖9所示。同時,圖10為(wei) 典型參數下白光幹涉儀(yi) 測試樣件的3D形貌。
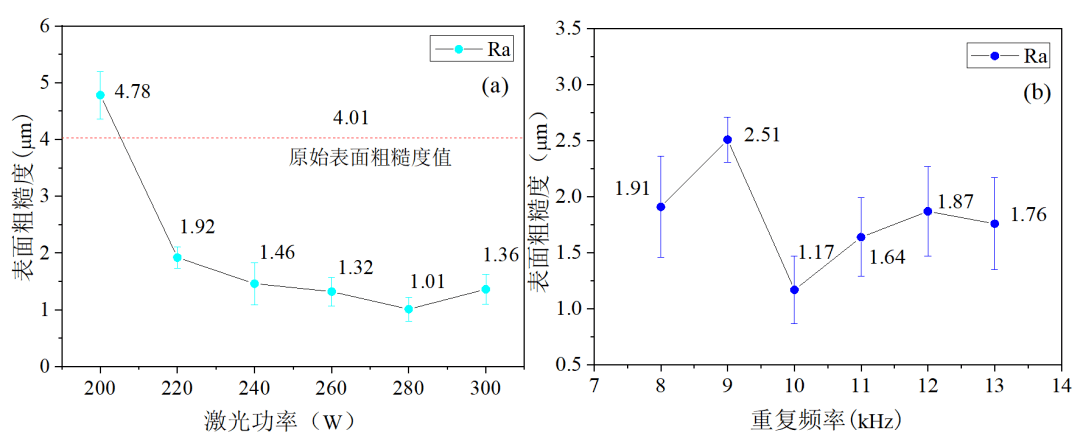
圖9鏽蝕樣件不同激光參數清洗後的表麵粗糙度(a)功率;(b)重複頻率;
隨著激光功率的增加,樣件表麵粗糙度逐漸降低且下降速率呈現先快後慢的趨勢。考慮此過程中鏽蝕氧化物逐漸去除,氧化層疏密不均導致清洗速率的不同。當激光功率超過一定範圍,表麵粗糙度稍微增加,其原因可能為(wei) 過高的熱輸入量導致基體(ti) 材料發生熔化,產(chan) 生燒蝕坑,如圖4-8(c)所示。






圖10腐蝕樣件激光清洗後的3D形貌(a)200W;(b)280W;(c)300W;(d)8kHz;
(e)10kHz;(f)13kHz;(g)30%;(h)70%;(i)80%
表麵粗糙度隨重複頻率的變化規律如圖4-7(b)所示。可以看出,表麵粗糙度值與(yu) 重複頻率之間沒有明顯的規律,其主要原因為(wei) 重複頻率的大小除了影響激光的能量密度外,在相同振鏡周期下,還與(yu) 樣件單位麵積內(nei) 光斑的作用次數有關(guan) 。
(2)微觀形貌測試及結果討論
微觀形貌作為(wei) 材料分析的重要組成部分,其形貌特性對於(yu) 材料後期的使用性能具有重要的影響。為(wei) 了進一步對激光清洗效率和樣件表麵完整性進行分析討論,本節采用掃描電子顯微鏡(SEM)對清洗過程中樣件的微觀形貌進行測試,X射線能譜分析儀(yi) (EDS)輔助分析汙物成分。不同工藝參數下Q345鋼表麵微觀形貌如圖11所示。
(a)



220W
280W
300W



8kHz
10kHz
13kHz
圖11 鏽蝕樣件不同激光參數下的微觀形貌(a)功率;(b)重複頻率;
由圖11(a)可以看出,激光功率較低時,樣件表麵依舊存在大量殘留的條紋狀附著物,清洗效果較差。隨著激光功率的增加,氧化物逐漸去除,樣件表麵開始露出金屬基體(ti) 。在激光清洗過程中,激光光束與(yu) 樣件表麵物質發生反應,材料會(hui) 發生固體(ti) -液體(ti) -固體(ti) 三者物相之間的轉變,同時微小燒蝕坑和氣孔會(hui) 出現在樣件表麵上,證明激光清洗過程中存在燒蝕去除機理。
當重複頻率較低時,樣件表麵出現“邊緣堆砌”效應,即樣件表麵在激光光斑作用下生成金屬熔池,由於(yu) 壓力和液相的爆破過程使光斑邊緣產(chan) 生熔融重凝物,多呈現乳突狀結構,清洗效果不佳。隨著重複頻率升高,樣件表麵基本無明顯附著物,清洗效果較好。繼續升高,附著物之間出現裂紋和縫隙,證明清洗過程中附著物和基體(ti) 之間存在熱應力。
(3)不同工藝參數對化學元素含量的影響
通過上述3D輪廓和微觀形貌分析,可以得出去除Q345鋼表麵氧化層的最佳工藝參數,進一步采用X射線能譜分析儀(yi) (EDS)分析激光清洗前後樣件表麵的主要化學元素(Fe、O、C)含量。
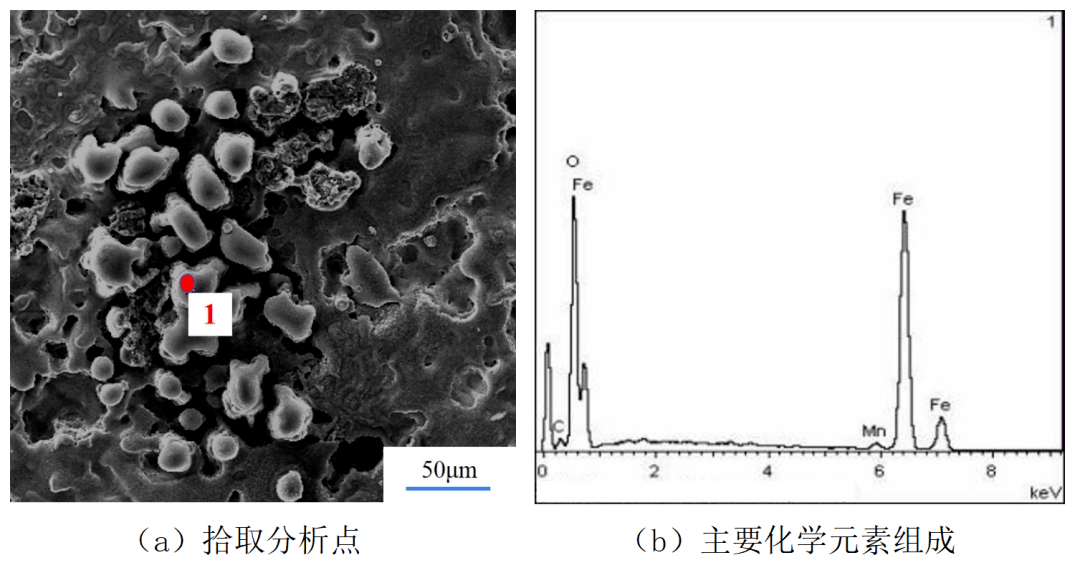
圖12 附著物成分能譜(EDS)分析
不同參數下樣件表麵Fe、O、C三種元素的相對含量經X射線能譜分析儀(yi) (EDS)測試,如圖4-12所示。
圖13 不同激光參數下的鏽蝕樣件表麵元素含量(a)功率;(b)重複頻率;
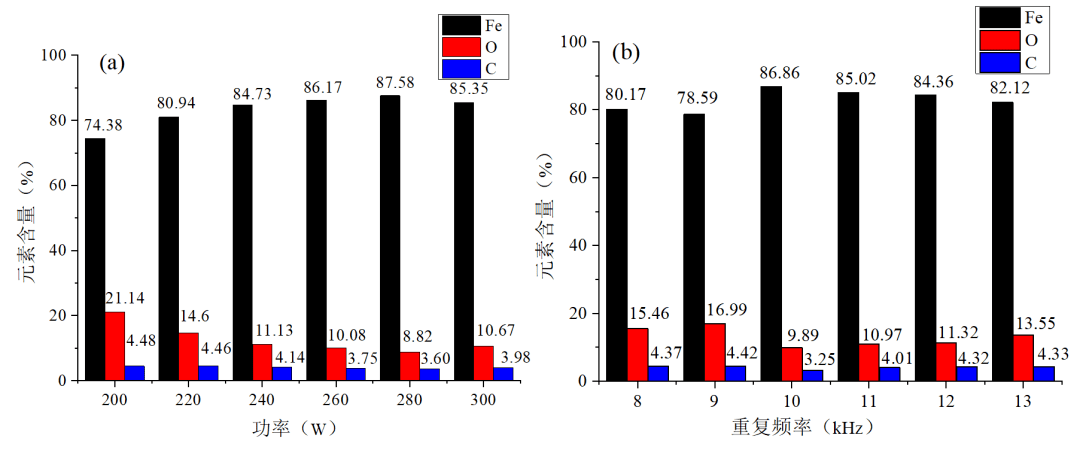
圖13(a)為(wei) 不同激光功率下Fe、O、C三種元素的相對含量。隨著的增加,Fe元素的含量呈現先上升後下降的趨勢,O元素含量呈現先下降後上升的趨勢,清洗過程中C元素含量基本保持不變。繼續升高功率,O元素含量最低為(wei) 8.82%,Fe元素含量最高為(wei) 87.58%,樣件清洗效果最好,清洗效率最高。激光功率繼續,Fe-O元素中O元素含量略有上升,證明此時激光處於(yu) 過清洗狀態,樣件表麵發生二次氧化現象,清洗效率有所下降。實際上,當重複頻率固定後,功率的變化代表了激光單脈衝(chong) 能量的變化,單脈衝(chong) 能量過高和過低都會(hui) 對清洗效率產(chan) 生不利影響。
從(cong) 圖13(b)可以看出,重複頻率的變化對Fe、O、C三種元素的相對含量沒有明顯規律可循。當重複頻率為(wei) 10kHz時,O元素含量最低,Fe元素含量最高,清洗效率相對最好。
(4)表麵顯微硬度測試及結果討論
硬度值是金屬材料表麵重要的性能參數。提高材料表麵的硬度值,不僅(jin) 可以增大強度、提高塑性變形抗力,而且對提高零部件的尺寸精度、延長工作壽命具有重要的意義(yi) 。不同激光參數下Q345鋼表麵顯微硬度值變化規律如圖14所示。
圖14 不同參數下顯微硬度變化規律(a)功率;(b)重複頻率;
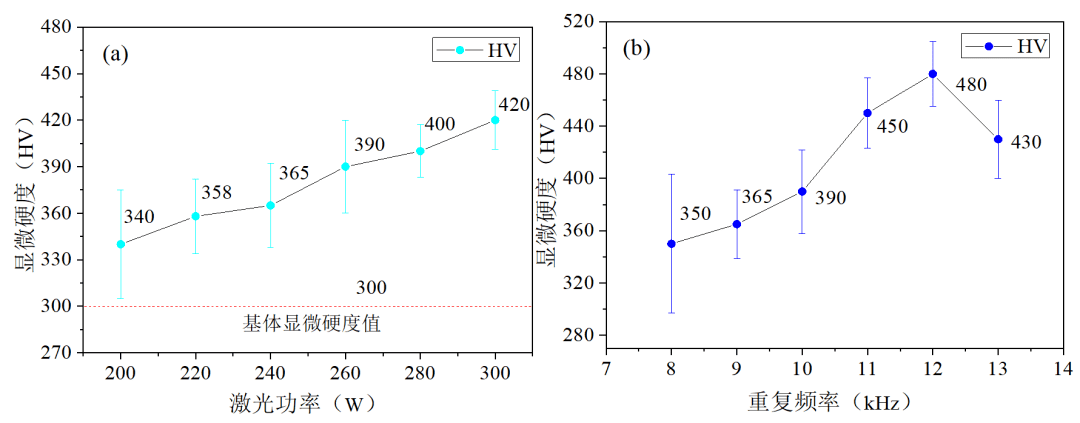
未清洗的Q345鋼經砂紙打磨並拋光後,基體(ti) 的顯微硬度測量值為(wei) 300HV。圖14(a)代表了不同功率下樣件表麵顯微硬度的變化規律,可以看出,隨著功率的逐漸增加,硬度值逐漸增大,且均大於(yu) Q345鋼基體(ti) 本身的硬度值。當激光功率繼續增加時,樣件表麵硬度值可以達到420HV。硬度變化主要歸因於(yu) 激光清洗實際上是一個(ge) 熱處理的過程,熱輸入量與(yu) 激光單脈衝(chong) 能量息息相關(guan) 。重複頻率固定時,功率的變化代表了單脈衝(chong) 能量的變化。當單脈衝(chong) 能量增加時,樣件表層晶粒細化,晶界之間抵抗發生位錯的能力變大,因而樣件表層產(chan) 生一層較薄的硬化層。
圖14(b)為(wei) 不同重複頻率下樣件表麵顯微硬度的變化規律,可以看出,重複頻率對硬度值影響顯著。當激光器的振鏡周期固定時,重複頻率的大小反映了單位麵積作用的激光脈衝(chong) 個(ge) 數以及單個(ge) 脈衝(chong) 持續作用時間(脈衝(chong) 寬度)的長短。重複頻率逐漸增大過程中,樣件表麵顯微硬度逐漸增大。當重複頻率增加,顯微硬度值達到最大480HV,相比於(yu) Q345鋼性能提高60%。激光清洗過程中,影響硬度值的主要因素為(wei) :激光功率下的熱處理效應和脈衝(chong) 激光作用下的衝(chong) 擊力效應。由於(yu) 激光功率保持不變,此時硬度值的變化主要為(wei) 脈衝(chong) 激光對樣件表麵的衝(chong) 擊效應。隨著重複頻率的增大,單位麵積作用的脈衝(chong) 個(ge) 數增多,因此,樣件表麵產(chan) 生的硬化層在擠壓力作用下更加致密,硬度更高。另一方麵,清洗過程中,汙物與(yu) 基體(ti) 之間存在熱應力,鏽蝕氧化物離開基體(ti) 時產(chan) 生的反衝(chong) 力對硬度的提升同樣起積極的作用。
(5)抗腐蝕性測試及結果討論
礦山機械工作環境惡劣,潮濕環境下鐵基材料極易發生電化學腐蝕,生成氧化鐵等鏽蝕氧化物,嚴(yan) 重影響零部件的使用壽命和安全係數。因此,探究激光清洗對樣件抗腐蝕性能的影響規律具有重要意義(yi) 。
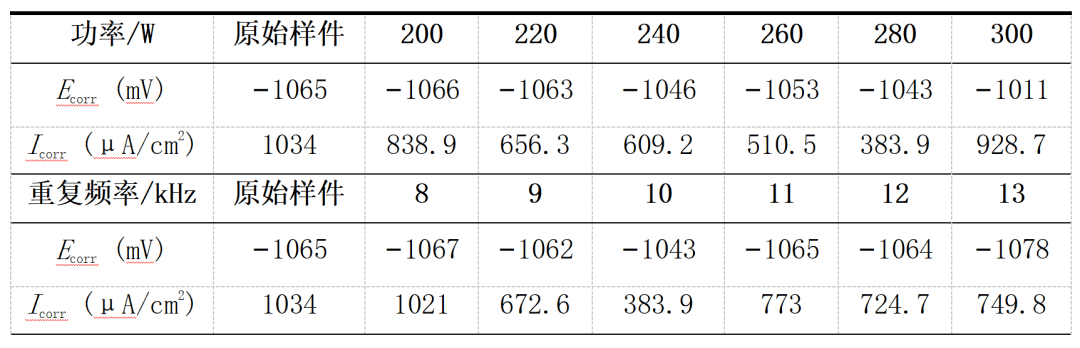
圖15為(wei) 不同激光參數下測試出的動電位極化曲線(Potentiodynamic Curve),將試驗數據采用塔菲爾擬合(Tafel Fit)處理,得到表15所示的不同參數下樣件表麵的自腐蝕電位(Ecorr)和腐蝕電流密度(Icorr)。自腐蝕電位高低反映了電化學腐蝕條件下,樣件的熱穩定特性。而腐蝕電流密度大小反映了發生電化學腐蝕的速率以及樣件表麵產(chan) 生點蝕現象的難易程度。
由圖15(a)以及表3可以看出,隨著激光功率的增加,極化曲線均呈現正向移動趨勢,自腐蝕電位逐步增大,即清洗後樣件表麵的腐蝕動力小幅增強。腐蝕電流密度先減小後增加,表示樣件表麵的抗腐蝕性能先增加後減小。激光功率增加,腐蝕電流密度最低為(wei) 383.9,抗腐蝕性能最佳,此時極化曲線中鈍化區的鈍化平台較寬,樣件的鈍化狀態較穩定。抗腐蝕性逐漸增加的主要原因為(wei) 激光使樣件表麵疏鬆鏽蝕氧化物去除的同時,對基體(ti) 會(hui) 產(chan) 生不同程度的熱影響,細化晶格,提高表麵完整性,從(cong) 而抗腐蝕性能得到改善。當功率最大時,由微觀形貌可知,熱累積量過高,表麵出現燒蝕坑,熔融物增加,基體(ti) 發生損傷(shang) ,抗腐蝕性下降。
圖15 不同參數下的極化曲線(a)功率;(b)重複頻率;
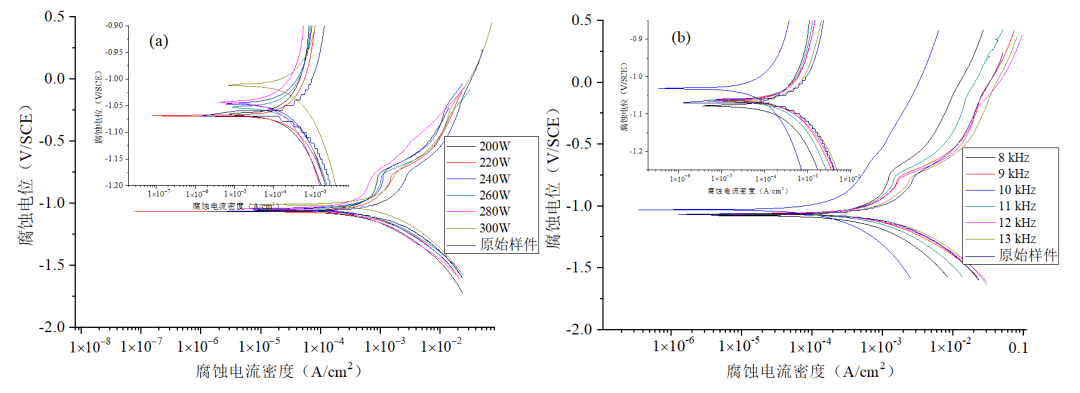
表3 不同清洗條件下樣件表麵的電化學參數
5. 結論
本章基於(yu) 脈衝(chong) 激光器,探究了不同激光功率、重複頻率(脈衝(chong) 寬度)下Q345鋼表麵鏽蝕氧化物的去除效率以及清洗前後基材表麵關(guan) 鍵性能(表麵粗糙度、顯微硬度、抗腐蝕性等)的變化規律,主要結論如下:
(1)脈衝(chong) 光纖激光器清洗技術對於(yu) 礦山機械(Q345)表麵氧化層及其他附著物具有良好的去除效果。
(2)對於(yu) 激光清洗前後樣件表麵的三維(3D)形貌,隨著單位麵積熱輸入量的增加,表麵粗糙度(Ra)逐漸降低。但熱輸入量過高時,樣件表麵會(hui) 有燒蝕坑和新氧化物出現,粗糙度值稍有增加。結合微觀形貌分析發現,激光清洗過程中,主要存在兩(liang) 種清洗機理:燒蝕去除機理和熱應力去除機理。
(3)激光清洗對樣件表麵的顯微硬度存在明顯的影響規律。激光清洗過程中,表麵微觀結構中晶粒細化,晶粒邊界抵抗位錯現象的作用力變大,顯微硬度得到提高。在本激光清洗試驗中,重複頻率(脈衝(chong) 寬度)對硬度值的變化影響程度最大。相比於(yu) 原始樣件(Q345),激光清洗後顯微硬度提升率可以達到60%。
(4)激光清洗後,礦山機械(Q345)表麵的抗腐蝕性能得到顯著提高。隨著激光功率增大,表麵的抗腐蝕性能逐漸提高。但功率過高時,由於(yu) 燒蝕坑和新氧化層(不完整)的出現,抗腐蝕性能略有下降。相比於(yu) 原始樣件(Q345),最優(you) 的抗腐蝕性能提升率大約為(wei) 62.9%。
6. 公司簡介
山東(dong) 產(chan) 研強遠激光科技有限公司注冊(ce) 資本8036萬(wan) 元,是一家專(zhuan) 注於(yu) 激光清洗/焊接設備研發、生產(chan) 、銷售及綜合解決(jue) 方案的國家高新技術企業(ye) 。公司作為(wei) 山東(dong) 省科學院激光研究所、山東(dong) 產(chan) 業(ye) 技術研究院、山東(dong) 省科創集團有限公司股權投資企業(ye) ,擁有光學、機械、電子、計算機、材料學等多學科專(zhuan) 業(ye) 組成的博士創新團隊,公司在激光清洗/焊接關(guan) 鍵核心器件、工藝方法、智能控製、成套自動化解決(jue) 方案擁有國內(nei) 外核心自主知識產(chan) 權50餘(yu) 項,相關(guan) 產(chan) 品廣泛應用於(yu) 航天航空、軌道交通、輪胎模具等行業(ye) 。
公司為(wei) 國家級高新技術企業(ye) 、山東(dong) 省創新型中小企業(ye) 、聊城市先進激光技術創新中心、聊城市新型研發機構、第七屆“創客中國”中小企業(ye) 創新創業(ye) 大賽500強。公司具備激光設備係統設計、集成能力,可實現各種應用場景自動化操作,針對不同客戶應用需求,可定製設計、開發出移動式清洗/焊接平台、龍門式激光清洗/焊接成套生產(chan) 線,攻克大幅麵、自動化、高精度的協同運動技術,解決(jue) 行業(ye) 清洗/焊接難題,開發設備指標、性能達到國內(nei) 優(you) 秀水平,多項重大研究成果填補國內(nei) 空白。公司將借助核心技術優(you) 勢,積極進行激光清洗、焊接產(chan) 業(ye) 鏈技術拓展,打造激光清洗、焊接智能裝備領域的綜合技術裝備服務提供商,為(wei) 廣大企業(ye) 綠色、高效、優(you) 質發展保駕護航。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們