




摘要:本文介紹了由Fx1N係列PLC,GOT1000係列人機界麵和MR-J3係列交流伺服係統構成的接近開關(guan) 檢測設備中的應用,詳細介紹了整個(ge) 係統的性能。
關(guan) 鍵詞:HMI PLC 交流伺服係統 接近開關(guan)
一. 概述:
接近開關(guan) 是一種常用的傳(chuan) 感器件,有時用在特殊的場合,例如:數控雕銑機,數控機床,對刀裝置等場合。對其重複定位的精度要求很高,穩定性好。用在此場合的器件往往需要對其進行篩選,對檢測接近開關(guan) 的設備的定位精度要求高,可靠的穩定性,操作簡單,響應速度快,於(yu) 是我們(men) 就采用由Fx1N係列PLC,GOT1000係列人機界麵和MR-J3係列交流伺服係統組成的檢測係統就能滿足該應用需求。
二.接近開關(guan) 設備的結構
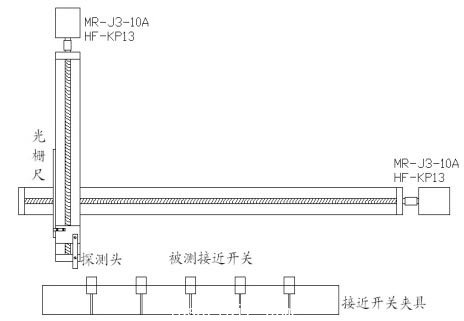
該設備的結構主要由X,Y兩(liang) 軸高精度的滾珠絲(si) 杠,接近開關(guan) 的夾具組成。
X軸主要帶動Y軸係統做水平方向的移動。
Y軸係統帶動感應頭和光柵尺做垂直方向的運動,對移動的精度要求高,響應要快。
接近開關(guan) 的夾具采用氣動夾緊,實現快速夾緊,提高檢測的效率,夾具係統不能采用鐵質的材料。以免對接近開關(guan) 產(chan) 生影響,且接近開關(guan) 之間的距離需要按照接近開關(guan) 說明書(shu) 的安裝距離進行安裝,否則,接近開關(guan) 之間產(chan) 生相互幹擾,產(chan) 生誤動作,影響測量的精度。該設備的結構示意圖如下:
三.檢測設備的工作原理
該設備工作原理完全是按照實際的工作狀況進行測試接近開關(guan) ,將接近開關(guan) 輸出信號接到PLC,利用PLC輸入中斷功能使Y軸進行停止,由安裝在Y軸上的光柵尺將定位長度轉換為(wei) 脈衝(chong) ,利用PLC的高速計數器進行計數,轉換為(wei) 實際的長度。通過多次采樣,多次測量,測量出其重複定位的誤差。測量時,需要進行一次試運行,確保被測接近開關(guan) 每個(ge) 都能感應到。先進行回零,再測量一次,使用HMI取得參考值,然後進行測量,經過兩(liang) 個(ge) 周期的測量後,需要對傳(chuan) 感器進行斷電(注意:光柵尺和其他的不能斷電,否則,測量數據不準確)一段時間,再進行測量。在性能比較好的接近開關(guan) ,一般在上電後50~100ms的時間就能進入穩定狀態,有一些性能差的接近開關(guan) 需要5~10分鍾才能穩定。整個(ge) 測量過程通過軟件全自動完成。
四.控製係統簡介
1.控製係統由一個(ge) HMI(人機界麵)進行人機對話,兩(liang) 個(ge) 交流伺服傳(chuan) 動係統(伺服放大器和伺服電機),光柵尺和PLC構成。
2.控製係統的硬件結構:
GOT1150-QBBD-C+Fx1N-40MT+MR-J3-10A+HF-KP13
3.控製係統的軟件設計:
1)HMI的設計:
畫麵由HMI運行控製,參數設置,數據顯示,輸入監測,輸出監測,報警畫麵,檢測報告等畫麵組成。
運行控製畫麵:測量係統的手動控製,自動控製,回零,定位功能。
參數設置畫麵:螺距設定,移動距離,回零距離,測量範圍,最小報警誤差,最大報警誤差,機械誤差校正。
數據顯示畫麵:當前測量的位置,各個(ge) 接近開關(guan) 的參考值,最小誤差,最大誤差。
輸入監測畫麵:對輸入顯示實時監測。
輸出監測畫麵:對輸出顯示實時監測。
報警畫麵: 顯示當前的報警,報警複位。
檢測報告畫麵:對檢測的時間,參考值,最小誤差,最大誤差,誤差範圍,測量次數,測量結果。誤差平均值。
2)PLC的程序設計
三菱Fx1N係列PLC單體(ti) 可以同時輸出2個(ge) 1相100KHZ的脈衝(chong) 輸出,具有原點回歸和單速定位運行等指令,可以用來控製伺服電機的運行,定位位置由其輸出高速脈衝(chong) 進行精確定位。
利用Fx1N係列PLC單體(ti) 具有1個(ge) 高速2相30KHZ的高速計數功能,用來將光柵尺的輸出脈衝(chong) 轉換為(wei) 實際的測量位置。
利用Fx1N係列PLC輸入中斷功能實現在測量過程中伺服的停止和換向。
位置控製的開關(guan) 信號由GOT1150人機界麵來實現人機對話,通過人工回零和定位,整個(ge) 的測量過程由係統全自動完成。在測量的過程中,Y軸運行速度對測量精度產(chan) 生重要影響,速度越慢,測量精度就越高,速度可根據實際安裝係統的回零速度來確定。速度在HMI中進行設定,更接近實際應用。
測量過程:開始進行回零,試運行一次,確保與(yu) 每個(ge) 接近開關(guan) 可靠的感應,防撞措施通過設定軟件中數據實現。如果沒有什麽(me) 問題,就可以開始進行測量,需要測量一次,為(wei) 以後測量提供參考值。然後,就可以進行測量,每采集一次數據,超過誤差發生警告,當測量係統發生故障和誤差報警範圍停止工作。在測量兩(liang) 個(ge) 工作周期後,在軟件中設定對傳(chuan) 感器斷電30分鍾,然後,進行下個(ge) 周期的測量,當測量過程結束後,自動生成一個(ge) 測量的報告。
在本係統中,測量接近開關(guan) 的重複定位精度時,可以通過軟件設定對係統進行校正,保證對係統的高精度需求。
五.結束語
本係統已經通過實際運行,所檢測的接近開關(guan) 能夠滿足數控雕銑機的回零精度,這是運用了三菱PLC的一些特殊的功能實現簡易的高精度係統,可以通過對夾具改裝和軟件設計,實現在其他領域的運用。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們