




· 相對於(yu) 傳(chuan) 統方式,振鏡式激光焊接機以高速移動的掃描鏡片代替二維工作台,配合強大圖形處理功能的專(zhuan) 業(ye) 軟件,實現了程序控製的瞬時多點焊接,有效地提高了生產(chan) 效率和靈活性。
LWS—300S振鏡掃描激光點焊機是公司引進國外先進技術,在關(guan) 鍵部件采用優(you) 質進口部件生產(chan) 而成的,焊機使用了掃描鏡組的動態焊接工藝,並采用掃描鏡片的移動代替工件移動或焊接鏡組移動的方式,使振鏡鏡片在掃描鏡頭內(nei) 將激光光束快速在焊點之間切換,焊點之間的距離越大,工件上的焊點數量越多,優(you) 勢越明顯。采用這種技術,焊接時間可以降低60%。因此,一個(ge) 掃描鏡組工作站可以代替幾個(ge) 傳(chuan) 統的焊接工作站。
激光焊接機係統組成

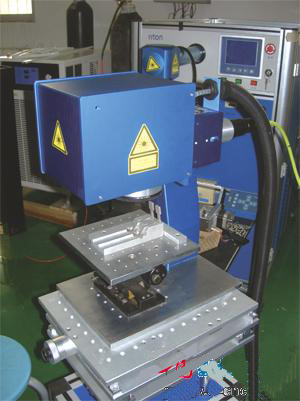
圖1 激光焊接機外形
該激光焊接機(如圖1所示)主要由激光器係統、電源係統、振鏡掃描係統、計算機控製係統及冷卻係統五部分組成。
1. 激光器係統
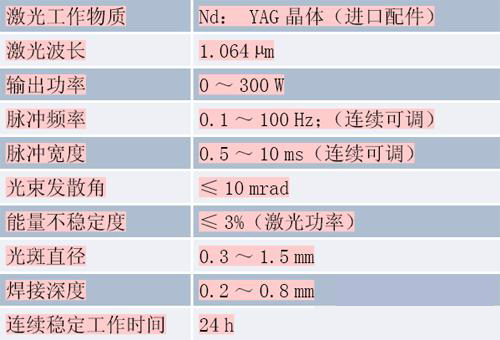
激光器係統主要由激光工作物質、泵浦氙燈、聚光腔及諧振腔組成。振鏡式激光焊接機激光工作物質為(wei) YAG棒。主要參數如表1所示。
表1 激光器係統主要參數
2. 電源係統
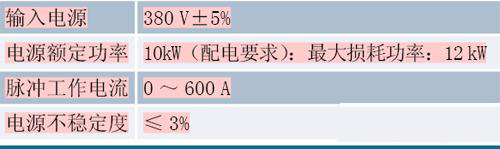
電源係統主要由主電源、觸發電路、控製電路和保護電路等組成,具有過壓、過流保護裝置,其電源、脈寬和頻率均可調,可以根據需要設置輸出波形,以便於(yu) 焊接不同材料。該電源操作麵板具有電流、脈寬頻率。具體(ti) 技術指標如表2所示。
#p#分頁標題#e#表2 電源係統技術指標
3. 光路及振鏡掃描係統
(1)光學係統:選用1064nm基於(yu) 振鏡的高精度反射、聚光係統。
(2)擴束鏡:選用光束反射前多倍擴束組合透鏡。
(3)激光校正:選用0.6328um的He-Ne激光準直係統指示光軸位置,指示光與(yu) 激光同軸,在加工時可達到尋跡指示的功能,並及時進行精確對位。
(4)高速掃描振鏡:是使激光按照預定軌跡運行的執行機構,它主要由高精度電機、電機驅動板、反射鏡、F-θ透鏡及直流供給電源組成。其中F-θ透鏡為(wei) 進口配件,焦距f=100 mm(或160mm),工作幅麵70mm×70mm(標準)或110mm×110mm(可選配)。
4. 計算機控製係統
計算機控製係統采用專(zhuan) 用工業(ye) 計算機,配置Inter P4處理器,抗幹擾的工業(ye) 主板,中文Windows 2000操作係統。同時,我公司還精心開發了基於(yu) Windows界麵的專(zhuan) 業(ye) 激光焊接軟件,具備PHOTOSHOP、COREDRAW、AUTOCAD等多種繪圖功能,係統采用標準工業(ye) 控製卡對激光器和掃描頭進行數據傳(chuan) 輸,速度較傳(chuan) 統方式提高近1倍;且具有個(ge) 性化的Windows用戶界麵設定。
5. 冷卻係統
激光專(zhuan) 用冷卻係統是固體(ti) 激光器中必不可少的輔助裝置。在固體(ti) 激光器中,輸入脈衝(chong) 燈中的能量隻有很少一部分轉化為(wei) 激光能量,其餘(yu) 均轉化為(wei) 熱的形式損耗掉了。經綜合考慮本冷卻係統采用一體(ti) 化的3P水冷機,溫差在±0.1℃範圍內(nei) 。
其他配置
該焊接機采用三維電動可調式工作台,操作方便靈活,定位精度高。X、Y、Z三個(ge) 方向可實現電動、手動調節,調節範圍200mm×80mm×200mm。連接光纖傳(chuan) 導器和掃描工作台(如圖2所示)配合使用。
 #p#分頁標題#e#
#p#分頁標題#e#
圖2 掃描工作台
此外,在實際使用中可配備多套夾具以滿足高速的上下料工作。例如,應某公司圓柱型電池極耳的焊接要求,我們(men) 推薦了平板式工裝夾具,此方式為(wei) 固定工件式焊接,在110 mm×110 mm的夾具範圍內(nei) 安裝多個(ge) 蓋帽,當夾具運行到工作狀態下,激光在軟件控製下快速掃描完成焊接工作,焊接完後,按下按鈕,夾具自動退出,放上另一套放滿工件的夾具,再運行到工作狀態。
設備優(you) 勢
該設備焊接速度快、焊斑小(焦點處光斑直徑僅(jin) 為(wei) 0.3mm),焊接熱量少,熱變形小。產(chan) 品的導光係統通過振鏡的快速移動,使激光的點焊能夠高效穩定地進行。根據焊接材料的不同,可以設定輸出能量波形、進行波形控製,以達到更為(wei) 理想的焊接效果。焊接機采用工業(ye) 控製機和進口PLC的雙向控製,使高速度振鏡係統與(yu) 數控工作台能夠很好地結合在一起,與(yu) 傳(chuan) 統的步進電機運動、激光光路固定連續焊接方式相比,焊接效率可提高10倍以上,實現激光在線焊接全自動化。例如,選用原先的硬光路傳(chuan) 輸的激光焊接機焊接極耳(2點),效率為(wei) 1100個(ge) /h;選用振鏡掃描式激光點焊機焊接極耳(多點)能達到2000個(ge) /h。焊接速度達到1~20點/s,有效縮短了焊接時間,所以特別適用於(yu) 手機屏蔽罩、金屬手機或金屬電容器外殼、硬盤、微電機、傳(chuan) 感器等超薄形不鏽鋼電路板嵌件的點焊,尤其是圓柱電池極耳的焊接。目前該設備已在天津力神、ATL以及BYD等多個(ge) 大公司得到使用,效果良好。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們