




齒輪廣泛應用與汽車製造、醫療器械、機械製造、航空航天等領域。齒輪的焊接工藝直接影響產品性能。傳統焊接工藝存在熱輸入量大、易變形等缺點無法滿足齒輪的高精度要求。真空電子束焊和激光焊均能滿足齒輪焊接工藝要求。真空電子束焊需要真空環境,效率較低,設備價格昂貴,不適合工業生產。因此齒輪焊接選用激光焊較為適合,激光焊接工藝成為了齒輪焊接應用的重要條件。
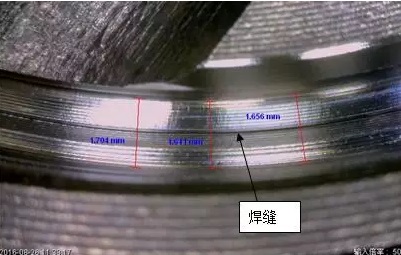
光纖激光的高能量密度光斑作用材料表麵後,可以得大深寬比(焊縫熔深與(yu) 熔寬的比值)焊縫。通過適當的工藝調節,焊後齒輪變形量微小,無需後續處理。激光焊接裝配間隙要求是限製其應用的主要原因之一,而齒輪裝配均為(wei) 過盈配合,因此焊接過程中間隙配合要求基本可以忽略。
齒輪裝配形式
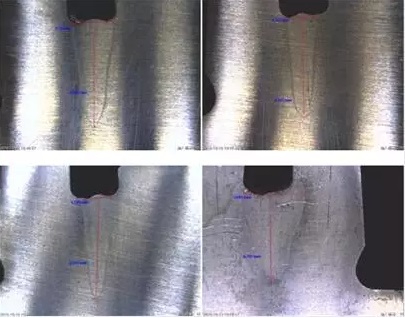
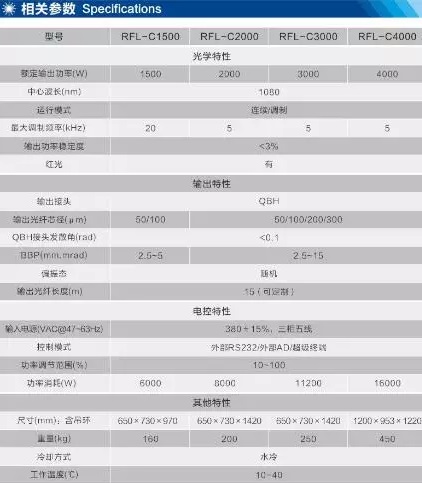
采用銳科RFL-C1500激光器進行焊接試驗,對齒輪進行焊前處理,在不同焊接速度下獲得焊縫熔深和熔寬,部分焊縫形貌如圖所示。從(cong) 圖中可以看出焊縫呈明顯的“釘子形”,無明顯焊接熱影響區,焊縫無氣孔、裂紋等缺陷,可以滿足大多數齒輪焊接工藝要求。
齒輪裝配形式
光纖激光焊接具有焊接速度快,焊後變形量小、無需焊後處理等特點廣泛應用於(yu) 國民經濟各行各業(ye) 。武漢銳科光纖激光技術股份有限公司是一家專(zhuan) 門從(cong) 事光纖激光器研發和生產(chan) 企業(ye) ,同時為(wei) 客戶廣泛提供不同應用工藝技術支持。為(wei) 客戶提供高品質光纖激光器是銳科人不斷努力和前進的動力。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀


















 關注我們
關注我們