




半導體(ti) 襯底材料碳化矽(SiC)已經引起電動汽車(EV)和電力電子製造商的濃厚興(xing) 趣,因為(wei) 與(yu) 傳(chuan) 統的矽電子器件相比,碳化矽在這些應用中展現出許多優(you) 勢。但SiC的材料特性與(yu) 矽有很大不同,這意味著目前的許多IC製備工藝在一定程度上並不適用SiC,甚至根本不適用。
切割(芯片劃切)就是一個(ge) 典型例子。作為(wei) 矽芯片切割的主要方法,機械鋸切並不能完全應用到SiC上。其中一個(ge) 問題在於(yu) ,SiC是已知最硬的材料之一,其硬度幾乎與(yu) 金剛石相當。因此,鋸切 SiC 會(hui) 產(chan) 生切屑,迅速磨損昂貴的金剛石鋸片,鋸切速度相對較慢,而且會(hui) 產(chan) 生熱量(這會(hui) 影響材料特性)。
在本應用聚焦中,我們(men) 將回顧運用最新雷射技術克服這些挑戰的技術,並介紹加工 SiC 材料的解決(jue) 方案。
非接觸式雷射切割為(wei) 加工SiC材料提供了一種極具吸引力的選擇。理想的雷射加工可以減少或消除邊緣崩裂,並將材料的機械變化(裂紋、應力或其他缺陷)減至最少。此外,它還能最大限度地減小切口寬度,以保持較小的“自由區域"尺寸(相鄰電路之間的空區域),從(cong) 而大幅增加每片晶圓的芯片數量。眾(zhong) 所周知,超短脈衝(chong) (USP)雷射,尤其是紫外(UV) 波長的超短脈衝(chong) (USP)雷射,在對堅硬、透明或脆性材料進行高精度切割和燒蝕時完全能展現上述優(you) 點。但與(yu) 此同時,結合利用短脈寬和短波長實現高產(chan) 量也是一項挑戰。
考慮到這些因素,我們(men) 使用MKS Spectra-Physics® IceFyre®紫外皮秒雷射進行了優(you) 化SiC 切割工藝的實驗。我們(men) 特別TimeShiftTM可程序設計脈衝(chong) 功能對脈衝(chong) 串定製的影響。
測試樣品為(wei) 340μm 厚的4H-SiC材料。利用這款雷射的可程序設計脈衝(chong) 串功能,我們(men) 使用從(cong) 單脈衝(chong) 到12個(ge) 脈衝(chong) 串的各種脈衝(chong) 配置製作了各種劃片。
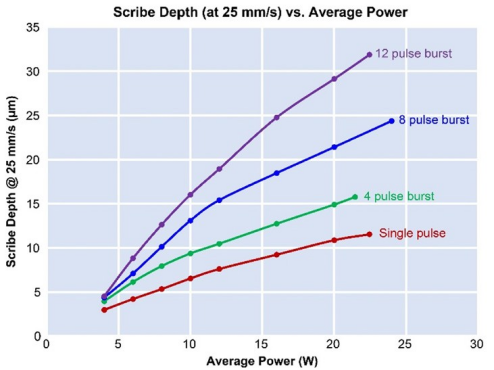
圖 1. 單脈衝(chong) 和各種脈衝(chong) 串配置(4-12 個(ge) 脈衝(chong) 串子脈衝(chong) )在 25 mm/s 淨速度下的劃線深度與(yu) 功率的函數關(guan) 係。顯然,脈衝(chong) 串提高了燒蝕率。
總體(ti) 結果如圖1所示,圖中顯示了各種脈衝(chong) 串配置底線深度與(yu) 平均雷射功率的函數關(guan) 係。在每次測試中,我們(men) 在材料的同一位置上總共進行了八十次高速劃線。利用 IceFyre雷射的 TimeShift功能,可以精密控製每個(ge) 脈衝(chong) 串在工作麵上的位置(例如總脈衝(chong) 重疊)。在這種情況下,脈衝(chong) 的有效空間重疊率約為(wei) 84%,這是通過交錯配置多個(ge) 重疊次數較少的脈衝(chong) 來實現的。
這一資料清楚地表明,使用脈衝(chong) 串可顯著提高燒蝕率,這與(yu) 在其他材料中使用脈衝(chong) 串處理以及其他脈衝(chong) 寬度的結果一致。

圖 2. 顯微鏡圖像顯示 25 µm 深溝槽的頂部和底部。這些圖像顯示,隨著脈衝(chong) 串中脈衝(chong) 數量的增加,劃線質量也在穩步提高。
為(wei) 了對劃線進行定性評估,我們(men) 拍攝了一係列照片。這些照片如圖2所示。具體(ti) 來說,這些照片是利用1、4、8和12 個(ge) 脈衝(chong) 串製作的一係列25 μm 深溝槽的圖像,在每種情況下,雷射平均功率和淨速度都經過調整,以達到最佳質量(25μm深度)。
在上排照片中,顯微鏡聚焦的是晶圓上表麵,而在下排照片中,聚焦的是劃線底麵(底部)。隨著脈衝(chong) 串子脈衝(chong) 數的增加,整體(ti) 特征質量明顯提高。
特別值得注意的是,隨著脈衝(chong) 數的增加,劃線周圍的變色逐漸縮小,然後完全消失。這種變色通常表明表麵或基體(ti) 材料發生了某種變化可能由於(yu) 材料過熱而導致表麵氧化。
圖3中的照片顯示的隻是一係列劃線的底部(底麵),這次的放大倍數更高。在這種情況下,每次劃線都是在相同的雷射工作條件下進行的,即平均功率為(wei) 16 W,淨掃描速度為(wei) 25 mm/s。圖中示出了每種條件下的劃線深度。
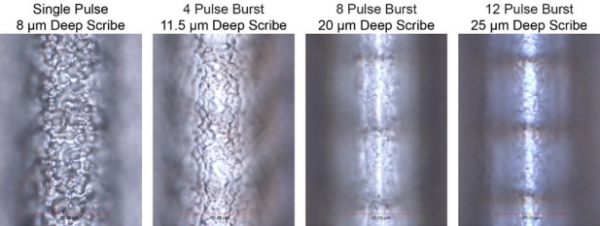
圖 3. 從(cong) 這些圖像中可以看出,使用皮秒紫外雷射加工可以獲得極佳的加工表麵質量。高脈衝(chong) 數脈衝(chong) 串的優(you) 勢在此顯而易見。
這種分辨率更高的視圖使得隨著脈衝(chong) 數的增加,表麵光滑度的改善更加明顯。值得注意的是,在平均功率和整體(ti) 加工速度不變的情況下,使用TimeShift功能定製脈衝(chong) 輸出可以使劃線深度增加三倍。
這項測試表明,紫外皮秒雷射可以在SiC芯片上製作超高質量的劃線。此外,測試還明顯證明了TimeShift脈衝(chong) 串程序設計的優(you) 勢。尤其是,測試表明脈衝(chong) 數越高,劃線質量越好,進料速率也越高。這一結果令人振奮,因為(wei) 測試表明使用具有TimeShift 功能的IceFyre 皮秒雷射進行SiC劃線,既能達到生產(chan) 所需的產(chan) 量,又能保證質量,從(cong) 而實現高成本效益。
產(chan) 品:lceFyre 工業(ye) 皮秒雷射
IceFyre UV50是市麵上表現優(you) 異的紫外皮秒雷射,在1.25 MHz(>40)時提供>50W的紫外輸出功率,脈衝(chong) 串模式下的脈衝(chong) 能量為(wei) 100μJ,脈衝(chong) 寬度為(wei) 10 ps。IceFyre UV50設定了從(cong) 單次激發到10MHz的功率和重複率的新標準。
IceFyre UV30 提供>30W的典型紫外輸出功率,脈衝(chong) 能量>60μJ(脈衝(chong) 串模式下脈衝(chong) 能量更大),具有從(cong) 單次激發到3MHz的優(you) 異性能。
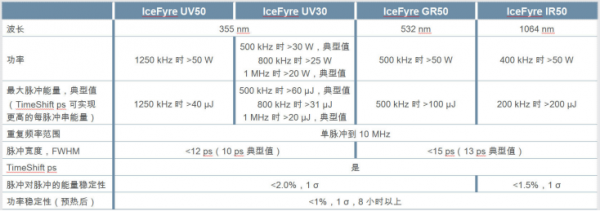
IceFyre IR50在400kHz單脈衝(chong) 時提供>50W的紅外輸出功率,具有從(cong) 單脈衝(chong) 到10 MHz的優(you) 異性能。lceFyre 雷射的獨特設計利用了光纖雷射的靈活性和Spectra-Physics獨有的功率放大器能力,實現了 TimeShift ps可程序設計脈衝(chong) 模式技術,具有業(ye) 內(nei) 較高的多功能性。
每台雷射均配備一組標準波形;可選的TimeShiftps GUI 可用於(yu) 創建自訂波形。該雷射的設計可為(wei) 高掃描速度的優(you) 質加工(例如使用多麵掃描鏡)實現同類雷射中時間抖動極其低的按需脈衝(chong) (POD)和位置同步輸出(PSO)觸發功能。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀




















 關注我們
關注我們