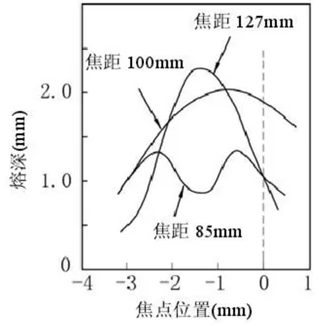
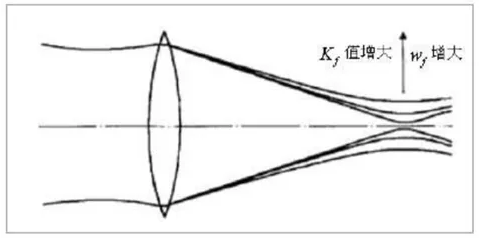
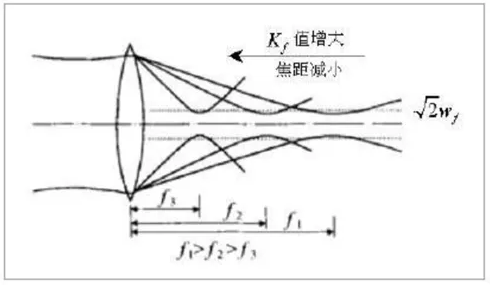
激光焊接技術憑借其熱影響區小、非接觸加工、效率高等優勢,已成為新能源、電子製造、航空航天等領域的核心工藝。然而,焊接質量的穩定性受設備性能、工藝參數、材料特性及環境控製等多重因素影響。激光焊接質量提升是一個係統工程,需從設備精度、工藝控製、材料適配到環境管理全鏈條協同優化。隨著AI、物聯網等技術的融合,激光焊接正向智能化、綠色化方向演進,為高端製造提供更可靠的連接解決方案。激光光束是激光技術中核心的能量傳(chuan) 輸形式,具有高度定向性、單色性、相幹性和高能量密度等獨特特性,在科研、工業(ye) 、醫療、通信等領域有廣泛應用。而光束質量是激光光束特性的核心參數之一。人們(men) 通常用“高方向性、高亮度、高相幹性”等詞匯來概括激光光束的特征,與(yu) 激光的線寬在一定程度上決(jue) 定了激光的時間相幹性、激光的功率與(yu) 激光的亮度高度正相關(guan) 類似,激光的光束質量與(yu) 激光的方向性密切相關(guan) 。通常,我們(men) 會(hui) 將光束質量簡單地理解為(wei) 表征激光束聚焦程度的一個(ge) 參數。量化光束質量的最常見方法是:光束參數乘積(BPP),即光束束腰處的光束半徑與(yu) 遠場光束發散角的乘積;M2因子,定義(yi) 為(wei) 光束參數乘積除以具有相同波長的衍射受限高斯光束的相應乘積。BPP或M2因子的低值意味著高光束質量。高光束質量意味著平滑的波前(即橫過光束輪廓的強相位相關(guan) 性),因此用透鏡聚焦光束允許人們(men) 獲得波前為(wei) 平麵的焦點。加擾波前使光束聚焦更加困難,即給定光斑尺寸的光束發散增加。量化光束質量,無論是光束參數積(BPP),還是光束質量因子(M2),這些量化值通過簡單計算都能相互直接轉換。光束參數積是θ0和ω0的乘積,在整個(ge) 激光傳(chuan) 輸區域守恒。例如,通過安裝透鏡或擴束鏡來改變光束直徑,將會(hui) 影響光束的發散角。因此,光束參數積用來衡量光束聚焦能力。隻有在使用像差或孔徑效應的光學係統時才會(hui) 影響外光路的光束參數積。下麵,我們(men) 將從(cong) 激光光束的能量特性與(yu) 激光焊接質量的影響,光束的焦點位置對激光焊接質量的影響兩(liang) 個(ge) 方麵來進行詳細解析。激光束的能量特性包括光束的功率與(yu) 功率密度、連續/脈衝(chong) 輸出和激光束的偏振等。對於(yu) 激光焊接, 普遍認為(wei) 焊接深度基本上與(yu) 激光功率成線性關(guan) 係。激光焊接中,起主要作用的是激光功率密度值,這是由於(yu) 不同的材料都有一個(ge) 臨(lin) 界功率密度閾值,隻有激光焦點的功率密度值超過這個(ge) 閾值,才能形成“小孔效應”,獲得深熔焊接,因為(wei) 金屬材料對於(yu) 波長10.6微米的CO₂激光束是強烈反射的,隻有形成了小孔效應,材料對激光束的吸收機理才能由金屬表麵吸收變為(wei) 小孔吸收,提高材料對激光束的吸收率。目前對激光焊接的計算主要集中於(yu) 溫度場的穩態或準穩態解析解,這種方法可以獲得溫度場分布的近似解,隨著數值計算方法的發展,有限元在模擬激光焊接結果的應用上也越來越廣泛。光束的焦點特性包括焦點的位置、大小、焦深和發散角。激光焊接中,焦點附近的光斑尺寸變化較大,不同的焦點位置將使作用在材料表麵的激光功率密度變化很大,從(cong) 而對焊縫質量的影響很大。通過實驗研究了不同焦點位置對不鏽鋼焊接的焊縫形狀的影響,當焦點為(wei) 負離焦1~2mm時,焊接效果最好,負離焦比正離焦的焊接效果好。通過采用不同焦距聚焦鏡進行了激光焊接實驗,如圖1所示,可見負離焦比正離焦更易獲得較大熔深,負離焦1mm左右熔深最大(圖1中負值表示焦點在工件表麵下方,稱為(wei) 負離焦)。Miyamoto和Arata等人通過研究發現,焦點位置的變化將引起焊縫的突變現象,認為(wei) 焊縫的突變是由於(yu) 焦點位置變化到一定的位置,到達工件表麵的光束尺寸變大,功率密度下降,小於(yu) 閾值功率密度,不能使材料表麵蒸發。同時在不鏽鋼上進行了工件距透鏡距離與(yu) 透鏡焦距的比值對焊縫熔深、熔寬以及焊縫截麵積的影響研究,結果表明負離焦的焊接效果好於(yu) 正離焦。在激光材料加工的實際應用中,為了獲得高能量密度,都要將激光束進行聚焦。圖2所示為采用同一個聚焦鏡,聚焦得到的焦斑大小。可以看出,光束質量越好,得到的聚焦焦斑越小;當需要獲得相同大小的焦斑時,光束質量越好,可采用的聚焦鏡的焦距越長(如圖3)。遠程激光焊接(Remote LaserWelding,RLW)的實現就是體現激光束良好的聚焦特性的一個例子。RLW 將光束聚焦到2.5m遠的距離,通過振鏡的精確轉動形成掃描激光束,使激光深熔焊接過程在更大麵積和更遠的距離完成,這種良好的聚焦特性正是由於激光束的高光束質量決定的。光研科技自研的激光光斑分析儀是性能卓越、功能全麵的光學測量設備,在科研與工業領域具有顯著優勢,改產品為客戶提供定製光束質量分析一體化設計解決方案,並支持多應用開發。通過光束分析裝置一體化設計,配套衰減方案設計,支持實時曝光及增益調節。可根據客戶不同需求進行模塊化定製,適用於工業激光,光纖通訊、顯示麵板、打標焊接、3D 打印、半導體,激光傳感等領域。目前已作為成熟產品在市場推廣,性價比高,得到多個行業的客戶廣泛認同。






 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀 關注我們
關注我們



















