




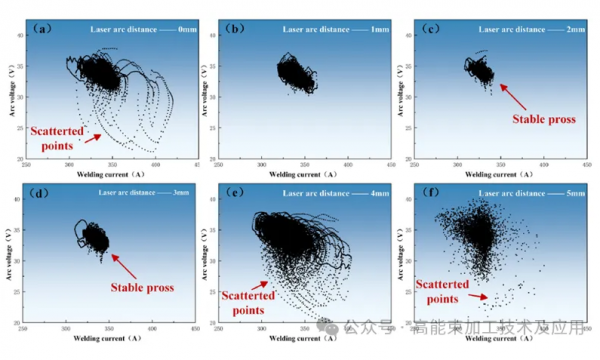
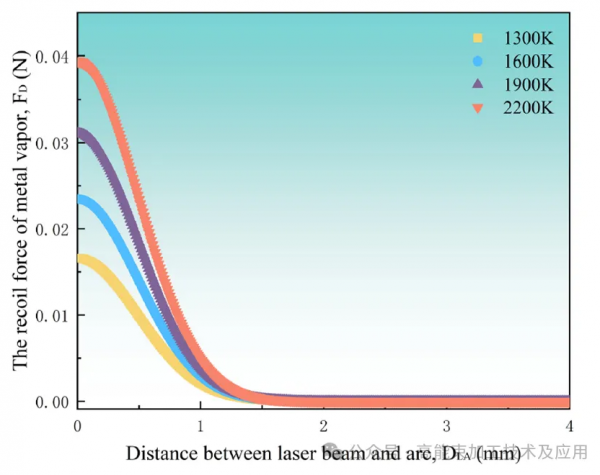
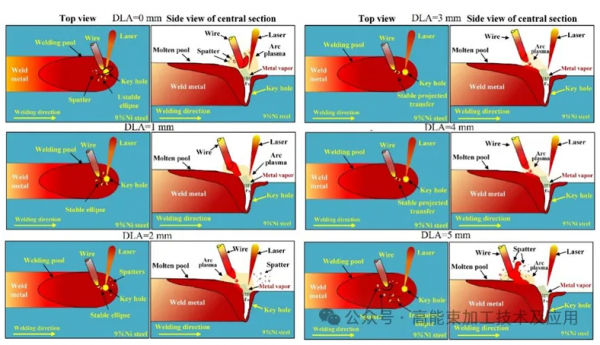
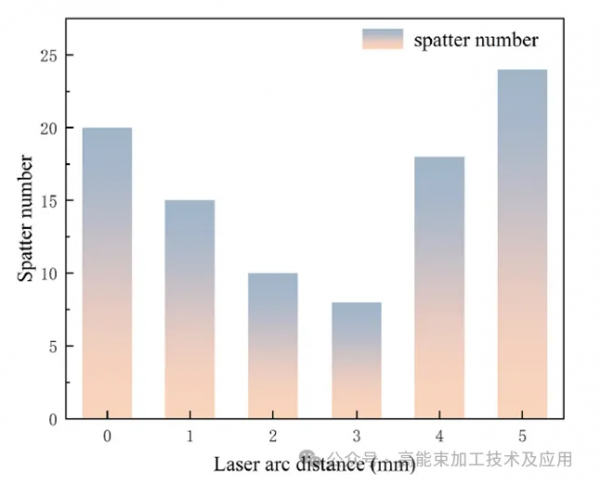
來自蘭(lan) 州理工大學的研究人員在國際期刊“Journal of Manufacturing Processes”發表了論文“Arc instability in hybrid laser-GMAW welding process using Ni based filler wire NiCrMo-4”。 01 論文導讀 本文通過引入電流與(yu) 電壓的變異係數(Cv),定量評估了激光-GMAW複合焊接(LAHW)過程中電弧穩定性,突破了傳(chuan) 統僅(jin) 依賴熔滴過渡頻率和臨(lin) 界尺寸的評價(jia) 局限。研究構建了激光誘導金屬蒸氣反作用力的理論模型,並采用紅外測溫實驗對熔池溫度參數進行校正,實現了對該作用力的量化計算與(yu) 作用範圍界定。結合高速攝影與(yu) 示波器進行過程分析,明確了激光-電弧軸向距離(DLA)對熔滴行為(wei) 與(yu) 電弧穩定性的調控機製,為(wei) 鎳基合金的高質量焊接提供了新的過程監測方法與(yu) 工藝優(you) 化理論依據。 02 全文概述 本研究通過實驗與(yu) 理論分析,探討了LAHW中DLA對ER-NiCrMo-4鎳基合金焊接穩定性的影響。結果表明,DLA在2~3 mm時電弧最穩定,電流電壓波動最小,熔滴過渡模式由不規則旋轉噴射轉變為(wei) 穩定投射過渡。高速攝像分析顯示,DLA過小或過大會(hui) 導致熔滴過渡不穩定、飛濺增多。該研究為(wei) 鎳基合金LAHW工藝的優(you) 化提供了重要依據,推動了其在高端裝備製造中的應用。 03 圖文解析 如圖1所示,隨著DLA增大,電流與(yu) 電壓的變異係數(Cv)先降後升,並在DLA=3 mm時同時達到最小值,表明該條件下電弧燃燒最穩定、工藝波動最小,顯示出激光與(yu) 電弧能量在特定間距下熱源耦合效果最佳。 圖1. 焊接電流和電壓的變異係數Cv。 如圖2所示,當DLA為(wei) 0 mm和1 mm時,電信號循環圖波動顯著,存在離散點;DLA為(wei) 2-3mm時,曲線集中且穩定;而DLA增至4-5mm後,散點再度增多,過程穩定性下降,表明該距離下激光-電弧耦合作用減弱。 圖2. 不同DLA的環形圖對比。 如圖3所示,金屬蒸氣反作用力(FD)隨DLA增大而減小,當DLA為(wei) 0 mm時達到最大值0.04 N,顯著影響電弧與(yu) 熔滴穩定性;當DLA增至2 mm時,FD接近零,其對熔滴過渡的幹擾基本消失。該結果從(cong) 力學角度解釋了DLA過小時工藝不穩定的原因。 圖3. DLA與(yu) 金屬蒸汽反衝(chong) 力之間的關(guan) 係。 不同光絲(si) 間距(DLA)顯著影響熔滴過渡行為(wei) :DLA為(wei) 0-1mm時,熔滴受金屬蒸氣反作用力幹擾,熔滴過渡過程不穩定;DLA為(wei) 2-3mm時,實現穩定射流過渡,飛濺極少;DLA增至4-5mm後,耦合減弱,過渡再次失穩,出現明顯飛濺缺陷。 圖4. 不同DLA下熔滴過渡行為(wei) 的示意圖。 圖5可以得出,飛濺數量隨DLA增大呈先降後升趨勢:DLA為(wei) 0-3 mm時,飛濺顯著減少,尤其在2-3 mm區間達到最低,表明過程穩定性最優(you) ;當DLA增至4-5 mm,飛濺數量再度上升。 圖5. 不同DLA下熔滴的飛濺數量統計。 04 結論 本文揭示了DLA對鎳基合金激光-GMAW複合焊接穩定性的影響機製,通過多模態分析方法為(wei) 鎳基合金材料的高質量焊接提供了重要理論依據與(yu) 工藝指導,得到了下列結論: (1)通過電信號變異係數Cv和高速攝影發現,DLA在2–3 mm範圍內(nei) 電弧穩定性最佳,電流電壓波動最小,熔滴實現穩定投射過渡,飛濺極少。而DLA小於(yu) 1 mm以及大於(yu) 4 mm時,均出現顯著的不穩定的熔滴過渡過程和飛濺缺陷,表明激光-電弧能量耦合對過程穩定性具有決(jue) 定性作用。 (2)建立了激光誘導金屬蒸氣反作用力的理論模型,結合紅外測溫實驗進行參數校正,量化了該力隨DLA增大而衰減的規律。當DLA超過2 mm時,反作用力接近零,其對熔滴過渡的幹擾基本消失,從(cong) 力學角度完整解釋了不同DLA下的工藝穩定性差異。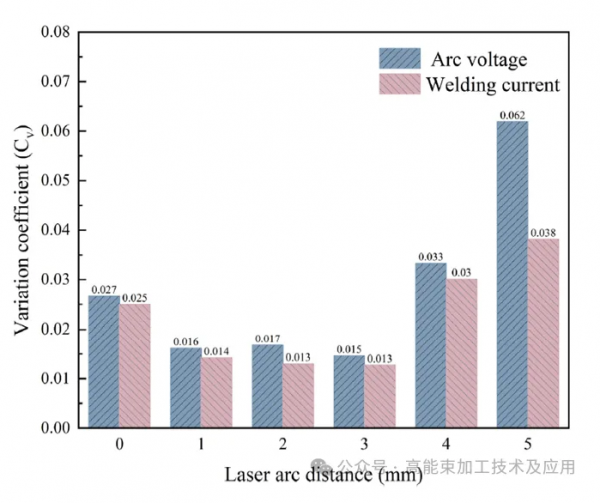
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們