




陶瓷因耐高溫、耐腐及生物相容等優(you) 勢,被廣泛應用於(yu) 航空航天、醫療、汽車與(yu) 建築領域。然而,單組分陶瓷難以實現複雜分級結構與(yu) 多功能需求,而現有多陶瓷3D打印技術(如單噴嘴擠出的直接墨水書(shu) 寫(xie) DIW)仍受限於(yu) 打印精度不足(如結構坍塌)與(yu) 漿料非受控竄流等瓶頸。
為(wei) 突破上述難題,浙江工業(ye) 大學激光先進製造研究院姚建華教授團隊提出一種集成激光輔助固化、脈衝(chong) 切換擠出與(yu) 相對壓力控製的多陶瓷DIW打印方法。其中,激光輔助固化可顯著提升成型精度,高頻脈衝(chong) 切換與(yu) 相對壓力控製協同抑製漿料竄流並提高組分切換精度。該研究不僅(jin) 為(wei) 多材料3D打印(尤其是陶瓷增材製造)領域提供了可行的技術方案,也為(wei) 相關(guan) 領域研究者提供了具有參考價(jia) 值的思路,在航空航天、醫學等高端製造場景中展現出巨大應用潛力。
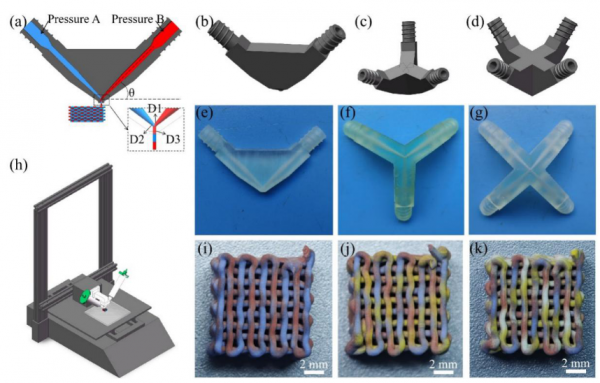
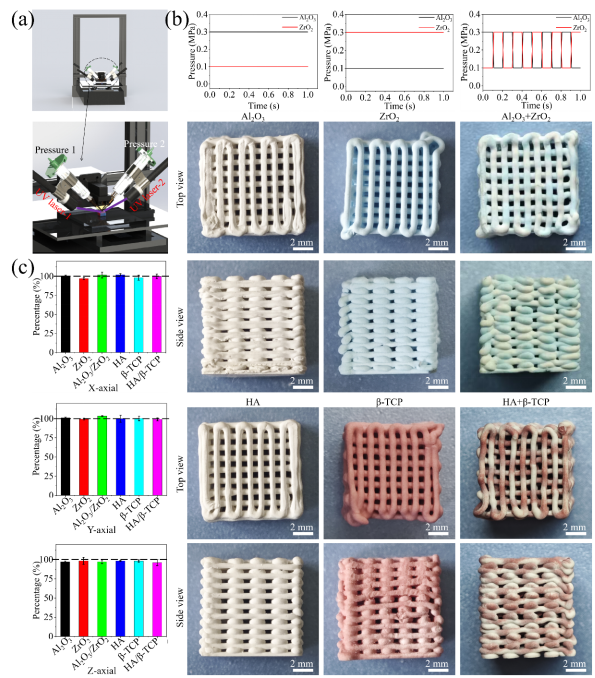
研究團隊自主設計並製備了新型多流道匯聚噴頭,將其集成於(yu) 3D打印設備後,成功實現了2種、3種及4種陶瓷漿料複合支架的精準3D打印成型。該結果充分驗證了所提集成方案的可行性——通過創新噴嘴結構、定製化直接墨水書(shu) 寫(xie) 係統與(yu) 優(you) 化工藝參數的協同配合,有效突破了多組分陶瓷複雜結構的增材製造瓶頸。
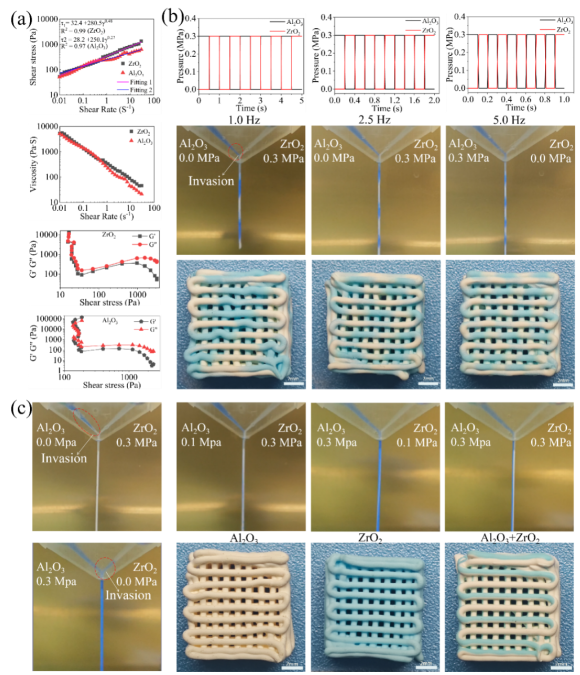
此外,研究團隊係統探究了多種陶瓷漿料的流變學特性,為(wei) 3D 打印工藝參數的科學規劃提供了關(guan) 鍵理論依據。在此基礎上,進一步針對脈衝(chong) 模式與(yu) 相對壓力控製作用下的漿料流變行為(wei) 展開深入分析。結果表明,通過優(you) 化脈衝(chong) 切換頻率並精準實施相對壓力調控,可有效抑製多材料3D 打印過程中的漿料竄流現象,為(wei) 該核心難題的解決(jue) 提供了初步技術方案。
由於(yu) 墨水書(shu) 寫(xie) (DIW)技術依賴重力驅動的漿料沉積機製,在打印過程中易因重力作用引發結構坍塌,嚴(yan) 重製約3D打印支架的成型精度。為(wei) 應對這一挑戰,研究團隊在陶瓷漿料配方中引入光聚合樹脂,並采用原位固化策略——通過在漿料發生明顯變形前對其進行固化,有效減輕結構塌陷問題。結果證實,紫外激光輔助固化、脈衝(chong) 可切換策略與(yu) 相對壓力控製方法的協同整合,可顯著提升多陶瓷構件的 3D 打印精度。
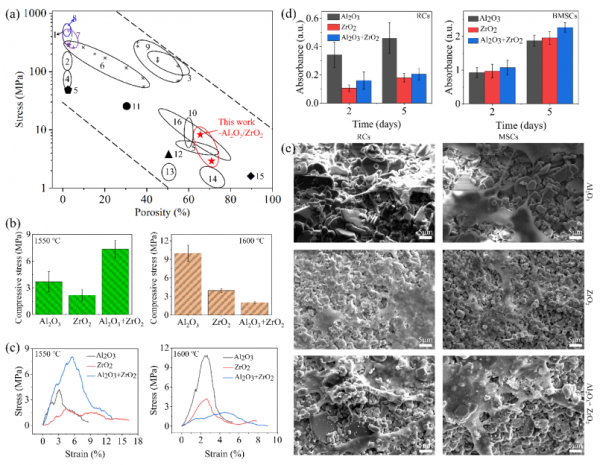
性能測試結果顯示,所製備的多陶瓷複合支架在機械性能與(yu) 生物相容性方麵,均表現出優(you) 於(yu) 單組分陶瓷支架的特性。這一結果初步證實,3D 打印多陶瓷支架在生物醫學領域(尤其是骨科植入物、齒科修複體(ti) 等精準醫療場景)具備良好的應用潛力。
多陶瓷3D打印的實現
多陶瓷材料的3D打印工藝過程
激光輔助3D打印過程
機械性能和初步的生物相容性
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們